


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for producing Q890 high-strength steel intermediate-thickness plate through online quenching
A production method and high-strength steel technology, which is applied in the field of production of high-strength steel Q890 medium-thick plates with a thickness of 16-50mm by on-line quenching, which can solve the problems of large surplus
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1--4
[0015] The chemical composition that present embodiment mentions is as shown in table 1 below:
[0016] Table 1: Chemical Composition (%) of Examples
[0017]
Embodiment 1
[0021] Rolling: Heating furnace heating temperature 1150°C, total heating time 1.0 hour; adopt two-stage rolling, rough rolling descaling 2 passes, finish rolling descaling 2 passes, rough rolling start rolling temperature 1050°C, intermediate billet thickness ≥ 80mm, the second-stage rolling temperature is 860°C, and the final rolling temperature is 830°C;
[0022] Cooling: Water-cooled on-line quenching is adopted, the water inlet temperature is 770°C, the redness temperature is 250°C, the cooling speed is 15°C / s, and the cooling strength is enhanced by 2-3 swings during the water cooling process;
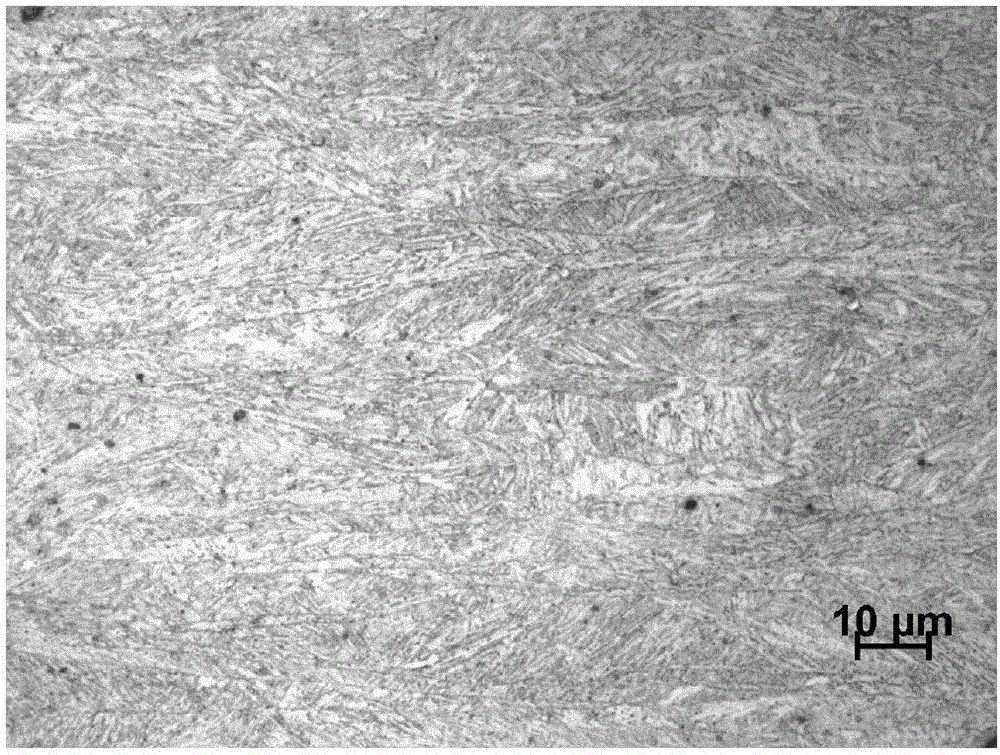
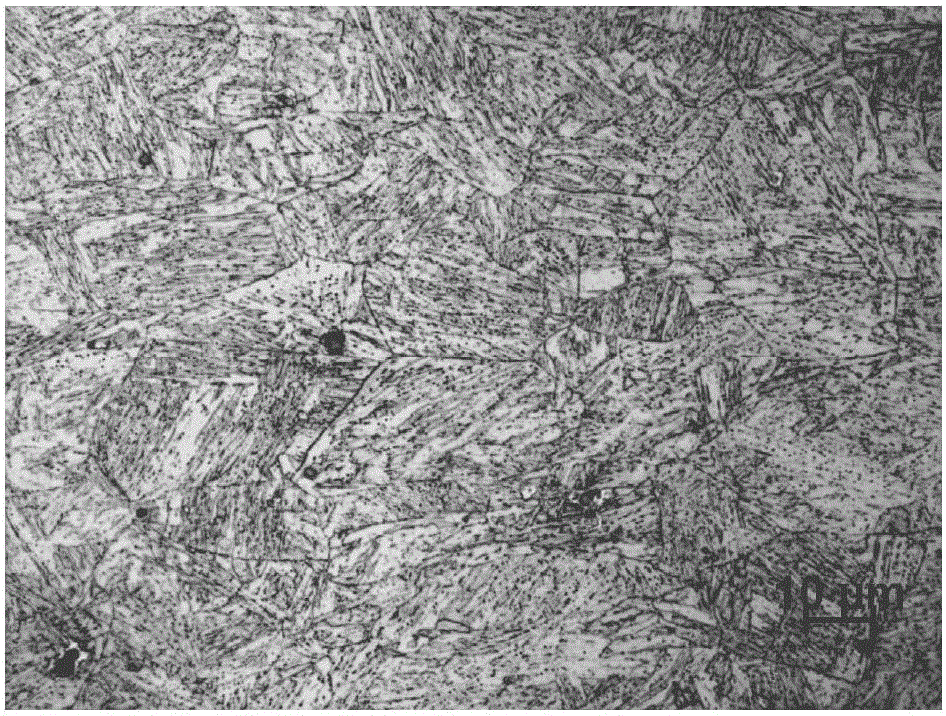
[0023] Heat treatment: Tempering temperature is 490°C, heating rate is 1.8min / mm, holding time is 20min, and then air-cooled to room temperature to obtain a dual-phase structure of lath martensite plus lath bainite.
Embodiment 2
[0025] Rolling: The heating temperature of the heating furnace is 1180°C, and the total heating time is 1.1 hours; Two-stage rolling is adopted, with 2 passes of rough rolling and descaling, 2 passes of finishing rolling and descaling, the starting temperature of rough rolling is 1100°C, and the thickness of the intermediate billet is ≥ 80mm, the second-stage rolling temperature is 850°C, and the final rolling temperature is 800°C;
[0026] Cooling: Water-cooled on-line quenching is adopted, the water inlet temperature is 780°C, the red return temperature is 240°C, the cooling speed is 20°C / s, and the cooling strength is enhanced by 2-3 swings during the water-cooling process;
[0027] Heat treatment: Tempering temperature is 500°C, heating rate is 1.6min / mm, holding time is 25min, and then air-cooled to room temperature to obtain a duplex structure of lath martensite plus lath bainite.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Impact strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com