A kind of flame retardant composite material for 3D printing and preparation method thereof
A flame-retardant composite material and 3D printing technology, applied in the field of 3D printing, can solve problems such as fire hazards, release of halogen flame retardants, threats to human health, etc., to improve appearance quality and surface finish, and improve flame-retardant performance and toughness , Improve the effect of free flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0039] The present invention also provides a method for preparing a flame-retardant composite material for 3D printing, comprising the following steps:
[0040] Nylon resin, ABS resin, flame retardant, compatibilizer, antioxidant and lubricant are mixed and stirred to obtain a mixture; the mixture is sequentially melt-extruded and wire-drawn to obtain a flame-retardant composite material for 3D printing.
[0041] The present invention first mixes each raw material, and before mixing, preferably nylon resin and ABS resin are carried out pretreatment, concrete method is:
[0042] The nylon resin and the ABS resin are dried in a drying oven, wherein the drying temperature is 90-110° C., and the drying time is 4-8 hours.
[0043] The dried nylon resin and ABS resin are mixed to obtain a mixed resin. Add lubricant, compatibilizer, antioxidant and amorphous red phosphorus to the mixed resin and stir to obtain the mixture. Wherein, the rotation speed of the stirring is 700-1500r / mi...
Embodiment 1
[0052] Weigh respectively 1000g of nylon 6 resin, 400g of ABS resin, 128g of amorphous red phosphorus, 200g of acrylonitrile-butadiene-styrene copolymer grafted with maleic anhydride, tetrakis[β-(3,5-di-tert-butyl -4-hydroxyphenyl)propionic acid]pentaerythritol ester, 5.4g of tris[2.4-di-tert-butylphenyl]phosphite, and 18g of ultra-high molecular weight polysiloxane were put into a high-speed mixer and mixed for 5min. Then it is extruded with a screw extruder and shaped by wire drawing forming equipment. The six stages of melt extrusion temperature are 200°C, 220°C, 225°C, 230°C, 235°C, 240°C respectively, and the screw speed is 80 rpm. The consumables wound into rolls are vacuum-dried and sealed for storage.
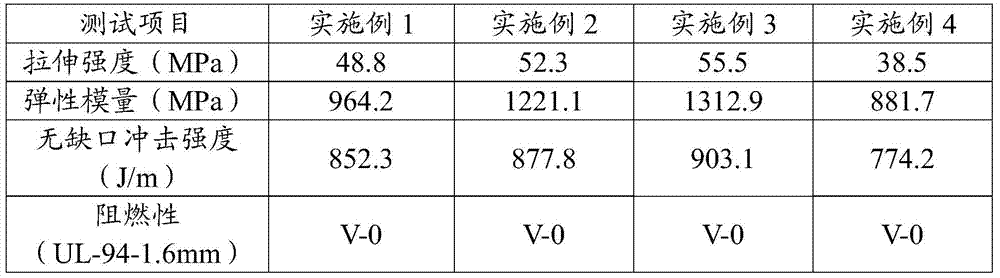
[0053] The impact strength and flame retardancy of the obtained flame-retardant composite materials for 3D printing were measured, and the results are shown in Table 1. Table 1 shows the properties of the flame-retardant composite materials for 3D printing provided in ...
Embodiment 2
[0055] Weigh 1000g of nylon 6 resin, 300g of ABS resin, 145g of amorphous red phosphorus, 150g of styrene-maleic anhydride copolymer, N,N'-bis-[3-(3,5-di-tert-butyl-4- Hydroxyphenyl)propionyl]hexamethylenediamine, 4.4g of tris[2.4-di-tert-butylphenyl]phosphite, and 14.5g of stearic acid were put into a high-speed mixer and mixed for 5min. Then it is extruded with a screw extruder and shaped by wire drawing forming equipment. The temperature of the six stages of melt extrusion is 200°C, 220°C, 225°C, 232°C, 237°C, and 245°C, respectively, and the screw speed is 80 rpm. The extruded filament is granulated by pelletizing equipment, and its particle size is adjustable, which is determined by the diameter of the raw silk and the parameters of the pelletizing equipment. Generally, the diameter is 1-3mm, and the length is between 0.5mm-5mm.
[0056] The impact strength and flame retardancy of the obtained flame-retardant composite materials for 3D printing were measured, and the res...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com