Powder metallurgy method for preparing high-density titanium and titanium alloy
A powder metallurgy and titanium alloy technology, which is applied in the field of powder metallurgy to prepare titanium and titanium alloy products, can solve the problems of poor mechanical properties of titanium and titanium alloy products, poor machining performance of titanium, increased production costs, etc., and achieve shortening pressure Process, reduce processing cost, increase surface activity effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
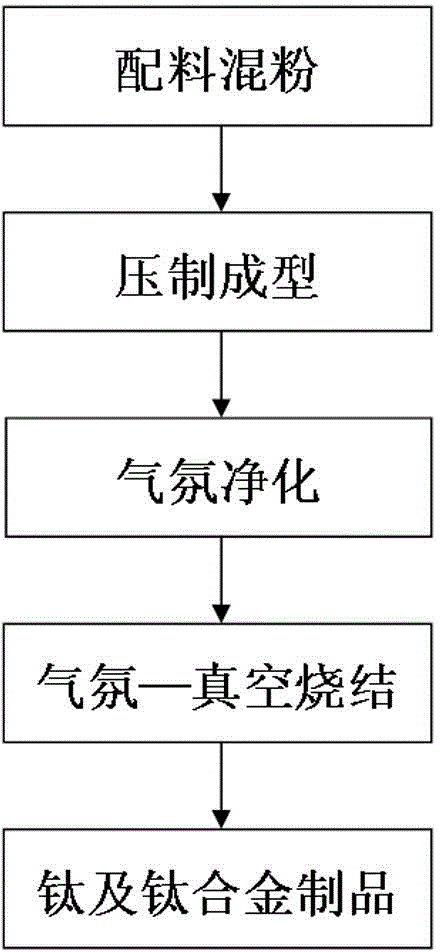
[0025] Put the 48μm titanium powder into the mold, and press it into the designed product shape under the pressure of 300MPa by cold isostatic pressing; put the compact into the sintering furnace for charging; close the furnace door, and evacuate the furnace to a vacuum degree less than 10 -3 Pa, introduce argon gas, then vacuumize, and repeat the operation 3 times to purify the atmosphere in the furnace; feed a mixed gas of high-purity hydrogen and high-purity argon with a purity of more than 99.999%, and the content of hydrogen in the mixed gas is 20% by volume , while raising the temperature to 400°C at a heating rate of 5°C / min, and keeping it warm for 3 hours. During the sintering process, keep the furnace pressure at 1.1×10 5 ~1.2×10 5 Pa; after the heat preservation is over, the gas is turned off, the vacuum system is turned on, and at the same time, the temperature is raised to 1200°C at a heating rate of 5°C / min, the heat preservation time is 4 hours, and then coole...
Embodiment 2
[0027] Put the 48μm titanium powder into the mold, and press it into the designed product shape under the pressure of 300MPa by cold isostatic pressing; put the compact into the sintering furnace for charging; close the furnace door, and evacuate the furnace to a vacuum degree less than 10 -3 Pa, introduce argon gas, then vacuumize, and repeat the operation 3 times to purify the atmosphere in the furnace; feed a mixed gas of high-purity hydrogen and high-purity argon with a purity of more than 99.999%, and the content of hydrogen in the mixed gas is 20% by volume , while raising the temperature to 600°C at a heating rate of 5°C / min, and keeping the temperature for 1 hour. During the sintering process, keep the furnace pressure at 1.1×10 5 ~1.2×10 5 Pa; after the heat preservation is over, the gas is turned off, the vacuum system is turned on, and at the same time, the temperature is raised to 1200°C at a heating rate of 5°C / min, the heat preservation time is 4 hours, and the...
Embodiment 3
[0029] Put the 48μm titanium powder into the mold, and press it into the designed product shape under the pressure of 300MPa by cold isostatic pressing; put the compact into the sintering furnace for charging; close the furnace door, and evacuate the furnace to a vacuum degree less than 10 -3 Pa, feed argon, then vacuumize, repeat the operation 3 times to purify the atmosphere in the furnace; feed a mixed gas of high-purity hydrogen and high-purity argon with a purity of more than 99.999%, and the content of hydrogen in the mixed gas is 15% by volume , while raising the temperature to 600°C at a heating rate of 5°C / min and keeping it warm for 2 hours. During the sintering process, keep the furnace pressure at 1.1×10 5 ~1.2×10 5 Pa; after the heat preservation is over, the gas is turned off, the vacuum system is turned on, and at the same time, the temperature is raised to 1200°C at a heating rate of 5°C / min, the heat preservation time is 4 hours, and then cooled to room temp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com