Molding method of continuous fiber reinforced thermoplastic resin-based composite material
A technology of reinforced thermoplastic and composite materials, which is applied in the field of material preparation, can solve the problems that it is difficult to meet the requirements of complete impregnation of reinforced fibers, the inability to form solid bars, and weak bonding strength, so as to avoid the problem of fiber delamination and realize mechanization and Automated, strength-boosting effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The invention adopts the method of pre-weaving and then heating and molding to prepare continuous fiber reinforced thermoplastic resin composite solid rods. hereby attached figure 2 The process technology of the present invention is illustrated by taking mold preparation of continuous carbon fiber reinforced polyether ether ketone resin-based composite semi-cylindrical solid rod as an example. First, use a braiding machine to weave and wrap several polyether ether ketone monofilaments (determined according to the ratio of reinforcing fiber to resin matrix, such as 16) with a diameter of 0.1-0.2mm (such as 0.15mm) in a bundle of continuous carbon fibers (such as carbon fiber with a specification of 3K) to form composite filaments on the surface, cut the composite filaments into required lengths (the same as the length of the cavity of the female mold, such as 40mm), and cut several strands (according to the diameter of the final prepared rod) Make sure, such as 23 piec...
Embodiment 2
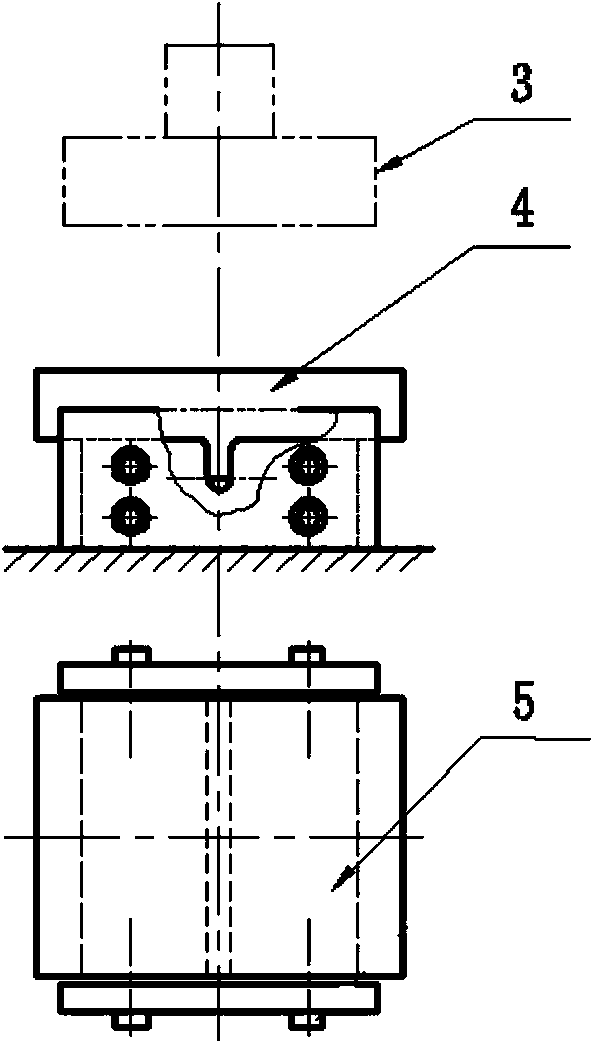
[0034] Several (such as 8) nylon 6 monofilaments with a diameter of 0.1-0.2mm (such as 0.18mm) are evenly woven and wrapped on the surface of a bundle of continuous aramid fibers (such as aramid fibers with a specification of 600dtex) to make a composite filament. Cut the composite wire into the same length (such as 80mm) of the cavity of the female mold 5, put several (such as 23) wire segments into the cavity of the female mold 5, close the male mold 4, and install it Place the mold in the heating device and heat it to 25-40°C above the melting point of nylon 6 (30°C is the best) and keep it warm for 10-15 minutes. The male mold 4 is pressed into the female mold 5 until it is molded to the required size, and the pressure is maintained for 5 to 10 minutes, then cooled and demoulded, and the continuous aramid fiber reinforced nylon 6 resin-based composite material of the required size (such as a length of 80mm) is obtained. bar.
Embodiment 3
[0036] Several (such as 32) polyphenylene sulfide monofilaments with a diameter of 0.1 to 0.2mm (such as 0.16mm) are evenly woven and wrapped on the surface of a bundle of glass fibers (such as glass fibers with a specification of 600tex) to make composite filaments. Cut the composite wire into the same length (eg 100mm) as the cavity of the female mold 5, put several (eg 16) wire segments into the cavity of the female mold 5, close the male mold 4, and place the installed The mold is heated in a heating device, heated to 25-40°C above the melting point of polyphenylene sulfide (30°C is the best) and kept for 10-15 minutes, and then press head 3 with a pressure of 1.2-2.4T (such as 1.8T). Forcefully press the male mold 4 into the female mold 5 until the molding reaches the required size, hold the pressure for 5 to 10 minutes, and then cool and demould to obtain a continuous glass fiber reinforced polyphenylene sulfide resin matrix with the required size (such as a length of 100...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com