Magnesium Alloy Sheet Welding Process and Its Device
A welding device, magnesium alloy technology, applied in the direction of auxiliary equipment, welding medium, welding equipment, etc., can solve the problems of affecting the welding fusion degree of magnesium alloy, affecting the appearance of magnesium alloy, high hardness and brittleness, etc., so as to improve the welding fusion degree and surface Quality, reduce oxidation slag, improve the effect of tensile strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
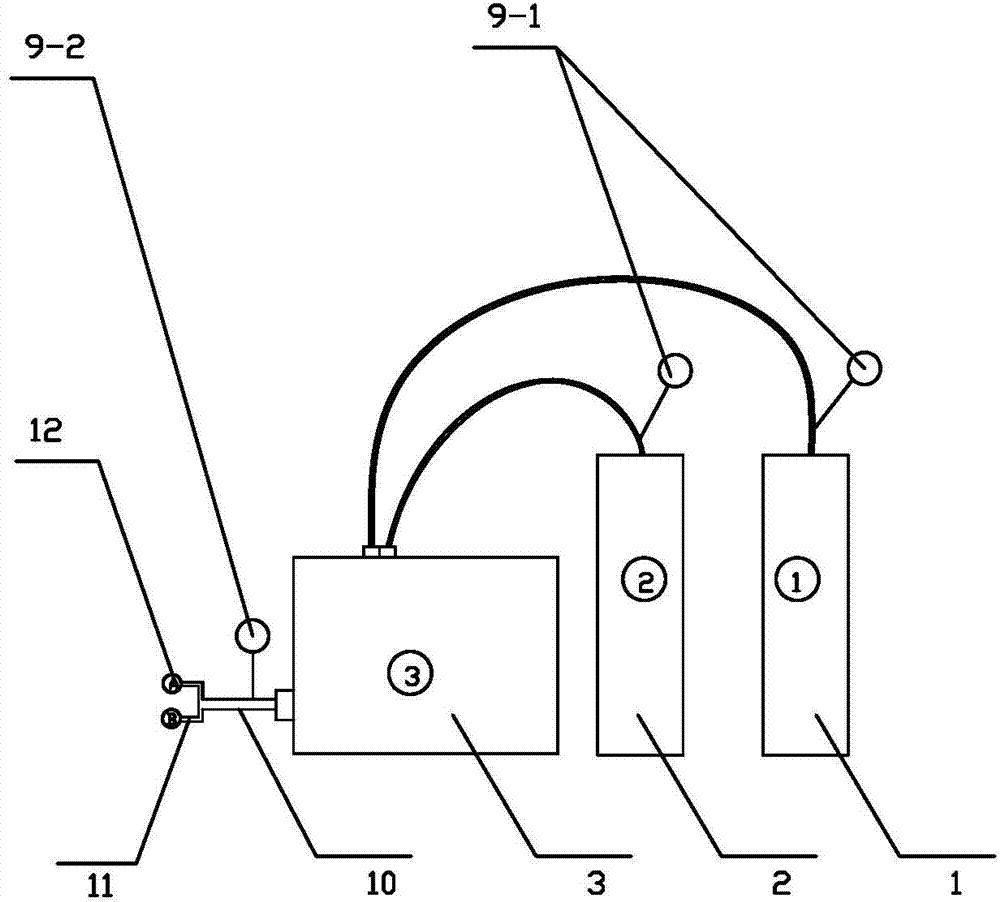
[0024] In this embodiment, a magnesium alloy sheet welding process uses 70-80% argon gas with a volume percentage of 20-30% helium gas for protective welding; the process is as follows:
[0025] During welding, the pressure gauge (9) that controls the mouth of the argon and helium cylinders, flows into the gas mixer (3) according to the volume ratio of 70-80% argon and 20-30% helium; The length of the groove (5) of the welding platform (4) is selected so that the length of the groove (5) is greater than the length of the weld by 10-30mm; when welding, open the selected groove (5) corresponding to the intake pipe valve (7), and close the The selected groove (5) corresponds to the intake pipe valve (7), butt the magnesium plate above the selected groove (5), and the welding can be done when the ventilation time exceeds 5 seconds.
[0026] The magnesium alloy sheet welding device includes a welding platform (4), a groove (5) is provided on the welding platform (4), one end of the groo...
Embodiment 2
[0034] The welding process of magnesium alloy plate in this embodiment is as follows:
[0035] The pressure gauge (9) that controls the mouth of the argon and helium cylinders during welding, flows into the gas mixer (3) according to the volume ratio of 70% argon and 30% helium; select the welding platform according to the length of the magnesium plate weld (4) The groove (5) makes the groove (5) longer than the weld length by 15mm; when welding, open the selected groove (5) and the corresponding inlet valve (7), and close the unselected groove (5) ) The corresponding intake pipe valve (7), butt the magnesium plate above the selected groove (5), and the welding can be done when the ventilation time exceeds 5 seconds.
[0036] The magnesium alloy sheet welding device includes a welding platform (4), a groove (5) is provided on the welding platform (4), one end of the groove (5) is connected by a copper tube (6), and the copper tube (6) is A first pipeline (8) is provided, and the f...
Embodiment 3
[0044] In this embodiment, a magnesium alloy sheet welding process uses 70-80% argon gas with a volume percentage of 20-30% helium gas for protective welding; the process is as follows:
[0045] During welding, the pressure gauge (9) that controls the mouth of the argon and helium cylinders, flows into the gas mixer (3) according to the volume ratio of 70-80% argon and 20-30% helium; The length of the groove (5) of the welding platform (4) is selected so that the length of the groove (5) is greater than the length of the weld by 10-30mm; when welding, open the selected groove (5) corresponding to the intake pipe valve (7), and close the The selected groove (5) corresponds to the intake pipe valve (7), butt the magnesium plate above the selected groove (5), and the welding can be done when the ventilation time exceeds 5 seconds.
[0046] The magnesium alloy sheet welding device includes a welding platform (4), a groove (5) is provided on the welding platform (4), one end of the groo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com