A stud welding method and device using resistance and arc composite heat source
A composite heat source and welding method technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of welding large-diameter studs and thick metal substrates, reducing workpiece performance, and insufficient joint toughness, etc., to achieve The effect of improving welding quality, eliminating thermal stress and reducing welding residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Embodiment 1, take the welded joint finished product of LY12 metal stud of Φ6mm and 16Mn steel plate with plate thickness of 3mm as an example:
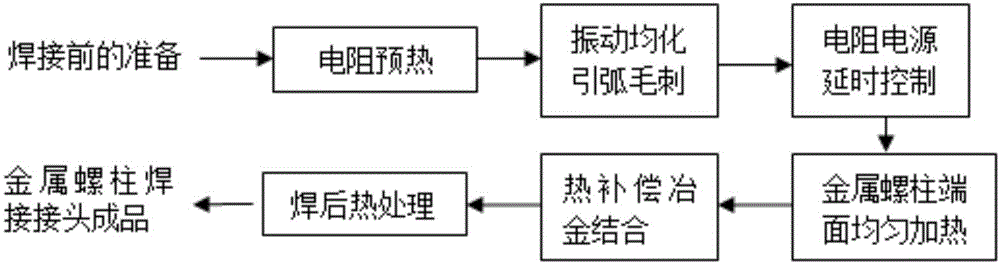
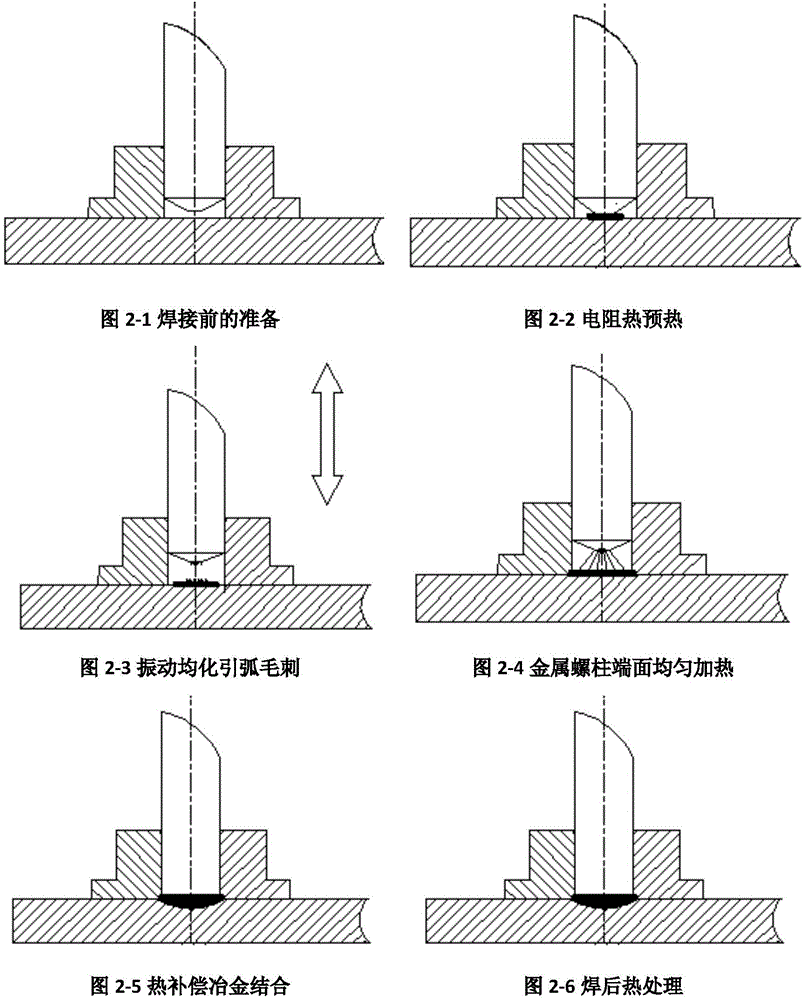
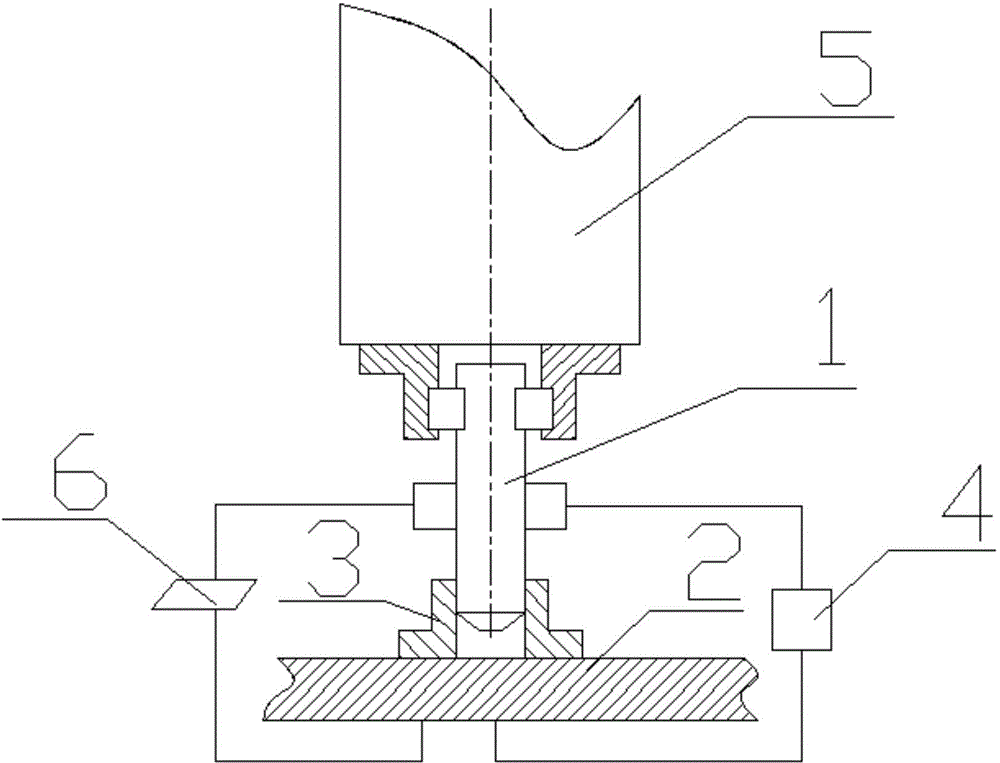
[0031] Step 1, resistor preheating: Press the pretreated metal stud (1) and the metal substrate (2) under the pressure of 10MPa, turn on the resistor power supply (4), control the current to 500A, and the effect of the resistor heat Preheat the metal stud (1) and the metal substrate (2), and the preheating time is 0.5s; among them, the resistance power supply (4) is a digital inverter resistance welding welding power supply, and the metal stud (1) is connected to the resistance power supply (4 ), the metal substrate (2) is connected to the cathode of the resistance power supply (4);
[0032] Step 2, Vibration and homogenization of arc strike burrs: heat the metal stud (1) and metal substrate (2) preheated in step 1 to 300°C through resistance, so that the metal stud (1) is in contact with the metal substrate (2) The part is e...
Embodiment 2
[0037] Embodiment 2, taking the welded joint finished product of Q235 metal stud of Φ18mm and 6061 aluminum alloy plate with plate thickness of 40mm as an example:
[0038] Step 1, resistor preheating: compress the pretreated metal stud (1) and metal substrate (2) under the condition of a pressure of 50MPa, turn on the resistor power supply (4), and control the current to 1000A. Preheat the metal stud (1) and the metal substrate (2), and the preheating time is 3s; among them, the resistance power supply (4) is a digital inverter resistance welding welding power supply, and the metal stud (1) is connected to the resistance power supply (4) The anode of the metal substrate (2) is connected to the cathode of the resistance power supply (4);
[0039] Step 2, Vibration and homogenization of arc ignition burrs: heat the metal stud (1) and metal substrate (2) preheated in step 1 to 500°C through resistance, so that the metal stud (1) is in contact with the metal substrate (2) The pa...
Embodiment 3
[0044] Embodiment 3, taking the welded joint finished products of Q235 metal studs of Φ30mm and Q235 plates with a thickness of 80mm as an example:
[0045] Step 1, resistor preheating: compress the pretreated metal stud (1) and metal substrate (2) under the condition of a pressure of 80MPa, turn on the resistor power supply (4), and control the current to 1500A. Preheat the metal stud (1) and the metal substrate (2), and the preheating time is 4s; among them, the resistance power supply (4) is a digital inverter resistance welding welding power supply, and the metal stud (1) is connected to the resistance power supply (4) The anode of the metal substrate (2) is connected to the cathode of the resistance power supply (4);
[0046] Step 2, Vibration and homogenization of arc strike burrs: Heat the metal stud (1) and metal substrate (2) preheated in step 1 to 600°C through resistance, so that the metal stud (1) is in contact with the metal substrate (2) The part is evenly heate...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com