Method for recovering silver from waste silver catalyst
A silver catalyst and slagging agent technology, applied in the field of silver recovery, can solve the problems of large environmental pollution, high silver content, and reduced silver recovery rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
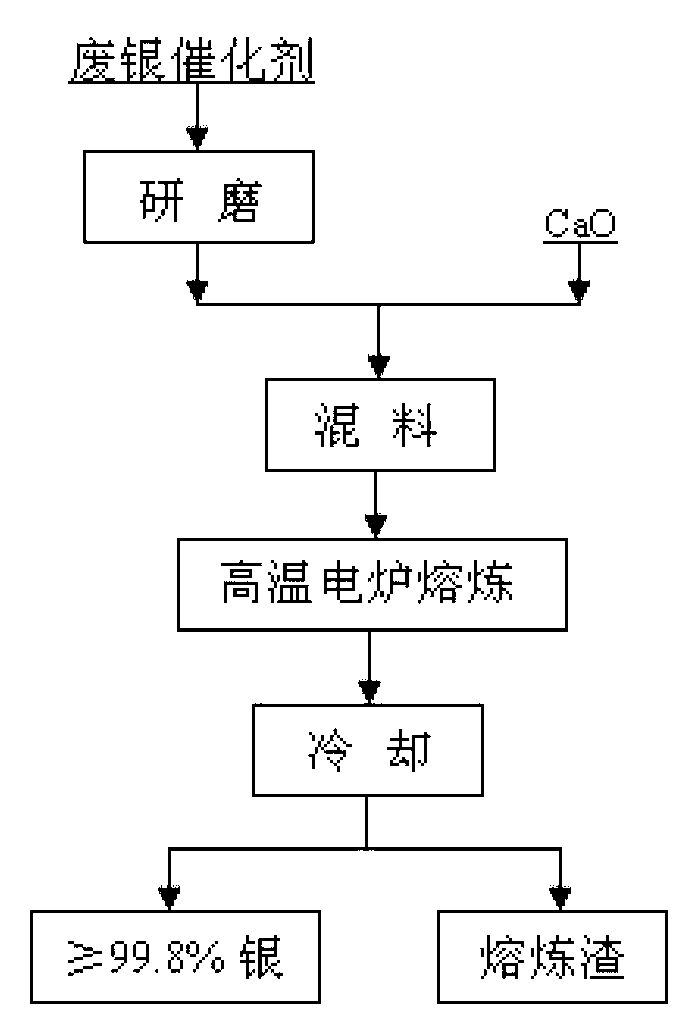
[0024] The waste silver catalyst used in the oxidation of ethylene to ethylene oxide, supported by α-Al 2 o 3 , the silver content is 16.84%, and the alumina content is 83.16%. First grind the waste silver catalyst to 100 mesh, take 500 grams of the ground waste silver catalyst, add 420 grams of lime (CaO), mix well, put it into a graphite crucible, heat it in a silicon-molybdenum rod high-temperature box-type electric furnace, and raise the temperature To 1500 ℃, heat preservation for 5 hours, cooling to normal temperature, the slag phase and the metallic silver phase are separated to obtain 83.27 grams of silver, the recovery rate of silver is 98.9%, and the silver purity is greater than 99.8%.
Embodiment 2
[0026] Take 500 grams of the waste silver catalyst that has been ground in Example 1, add 420 grams of lime (CaO), mix well, put it into a graphite crucible, heat it in a silicon-molybdenum rod high-temperature box-type electric furnace, raise the temperature to 1550 ° C, and keep it warm for 5 Hour, be cooled to normal temperature, slag phase and metal silver phase separation, obtain 83.52 grams of silver, the rate of recovery of silver is 99.19%, and silver purity is greater than 99.8%.
Embodiment 3
[0028] Take 500 grams of the waste silver catalyst that has been ground in Example 1, add 420 grams of lime (CaO), mix well, put it into a graphite crucible, heat it in a silicon-molybdenum rod high-temperature box-type electric furnace, raise the temperature to 1600 ° C, and keep it warm for 5 Hour, be cooled to normal temperature, slag phase and metal silver phase separation, obtain 83.73 grams of silver, the rate of recovery of silver is 99.44%, and silver purity is greater than 99.8%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com