A ceramic/metal composite brake pad for high-speed trains and its preparation method
A metal composite material, high-speed train technology, used in brake parts, friction linings, mechanical equipment, etc., can solve the problems of short life, poor thermal stability, high wear rate, and achieve good wear resistance and thermal recession resistance ability, improve macroscopic uniformity, and facilitate the effect of engineering preparation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
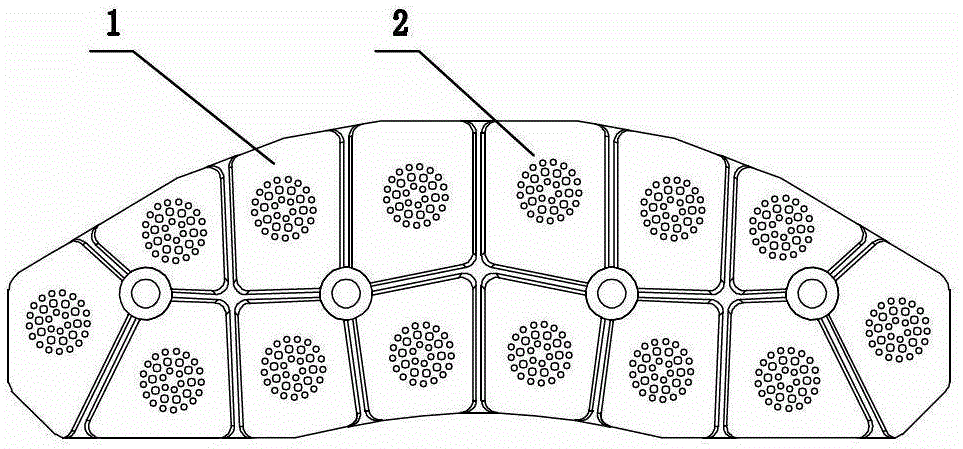
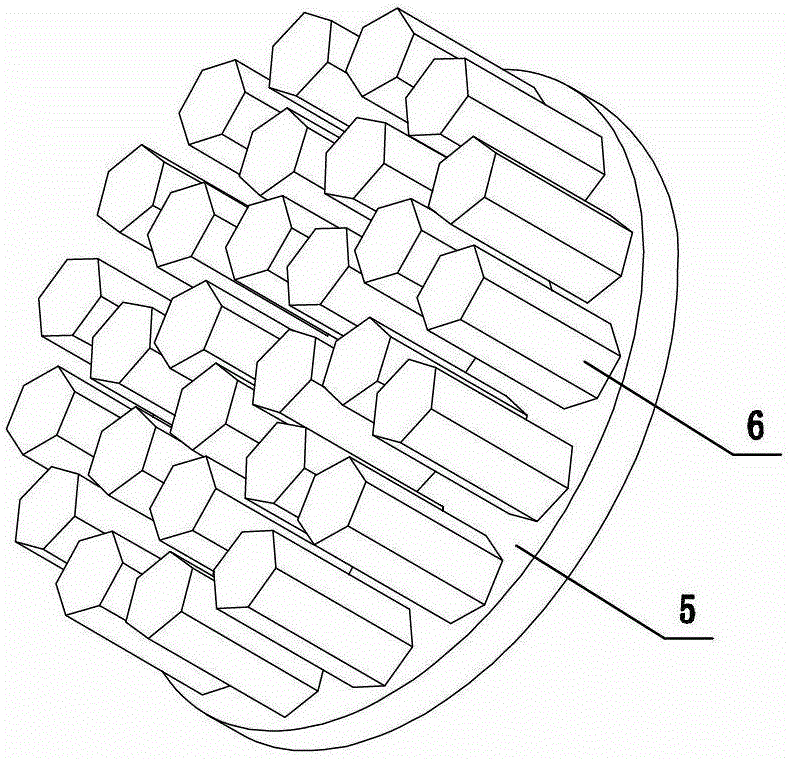
[0036] Example 1: Preparation method of columnar array conjoined SiC ceramic block reinforced copper-based composite brake sheet
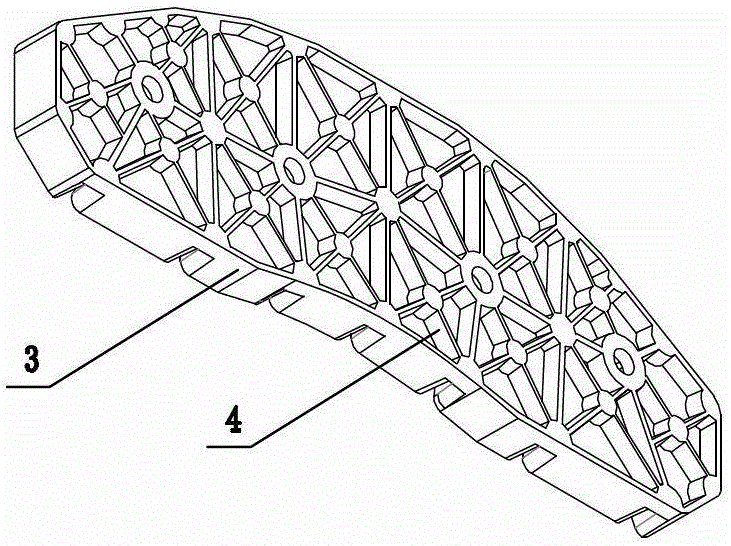
[0037] Step 1: Preparation of SiC ceramic blocks in a columnar array: According to the requirements, obtain a circular SiC ceramic column 6 with a cross section of 3 and a rectangle with a longitudinal section of 4×10, with a column spacing of 3mm, along the x-axis and y The axis equidistant array mode, the thickness of the ceramic substrate 5 is 2.5mm. According to the shrinkage rate of silicon carbide sintering is 17~20%, a suitable gypsum female mold is prepared, and the silicon carbide slurry prepared according to a certain proportion is placed in the female mold, and the conjoined ceramic element is obtained by grouting. Blank. Dry the conjoined ceramic green body, trim the shape, polish, and adopt a pressureless sintering process at 1950-2100 ° C, and keep it warm for 30-60 minutes to obtain a ceramic block.
[0038] Step 2: Surface treatme...
Embodiment 2
[0043] Embodiment 2: columnar array conjoined B 4 Preparation method of C ceramic block reinforced copper-based composite material brake sheet
[0044] Step 1: Cylindrical Array Conjoint B 4 Preparation of C ceramic block: According to the requirements, obtain a hexagon with a side length of 3 mm in cross section and a B with a height of 12 mm. 4 C ceramic pillars 6, the distance between pillars is 4mm, arrayed at equal intervals along the x-axis and y-axis, the thickness of the ceramic substrate 5 is 2mm, according to B 4 C The shrinkage rate during sintering is 18~22%, and a suitable steel mold is prepared. B will be prepared according to a certain proportion and granulated 4 C powder is placed in the female mold, and the green body is taken out after forming with a pressure of 100~200MPa, put into a soft mold cover and then formed by isostatic pressing at a pressure of 150~250MPa to obtain a conjoined ceramic green body? The biscuit is dried, trimmed and polished. At 20...
Embodiment 3
[0050] Example 3: Columnar array conjoined TiB 2 Preparation method of ceramic block reinforced iron-based composite brake pad
[0051] The difference from Example 1 is that TiB 2 The cross section of the ceramic block is an ellipse with different length-to-diameter ratios and a rectangle with a longitudinal section of 3×12, the column spacing is 3mm, and the ceramic substrate 5 is arrayed at equal intervals along the x-axis and y-axis. The thickness of the ceramic substrate 5 is 3mm. Casting 20Cr steel in TiB with column array conjoined by negative pressure-electromagnetic field co-casting method 2 In the preheated film-coated sand mold casting cavity of the ceramic block, the ceramic array and steel are combined into one body to obtain the gate plate. Negative pressure-electromagnetic field combined casting improves the fluidity and filling ability of the melt, refines the grains, and greatly reduces the defects of castings. After precision machining and quenching + annea...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| breaking strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com