Extrusion forming process of thin-wall long pipe-shaped part blank with flange and mould
An extrusion forming and punching technology, applied in the direction of metal extrusion dies, etc., can solve the problems of high consumption of machining materials, low material utilization rate, large machining workload, etc., and achieve dimensional accuracy and material utilization rate improvement. The effect of reducing production cost and reducing machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] Provide embodiment of the present invention in conjunction with accompanying drawing:
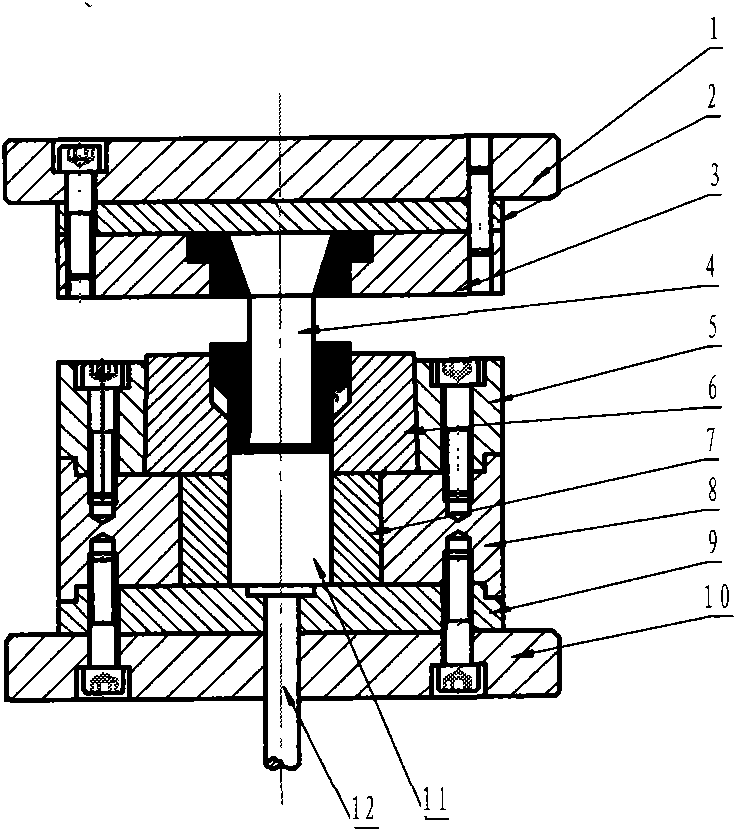
[0015] Such as figure 1 As shown, the first-order back-extrusion punch 4 is a solid shaft with an inverted cone on the upper part, the outer diameter matches the inner diameter of the extruded first-order extrusion tube blank, and the first-order back-extrusion punch 4 passes through its upper end The flat-bottomed conical table is connected to the upper template 1 by screws through the fixing sleeve and the punch fixing plate 3 and is positioned with pins. The punch fixing plate 3 is connected with the movable beam of the hydraulic press through the upper backing plate 2 and the upper template 1; a sequence of reverse extrusion The pressing die 6 is the structure of the prestressed combined die. Its inner cavity is stepped, and the step part is a conical surface, so as to facilitate the metal flow and reduce the extrusion force; the reverse extrusion die 6 is embedded in the prestre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com