Composite overlaying method for bush and sleeve of rolls for hot dipping
A technology of hot-dip plating and bushing, applied in hot-dip plating process, welding medium, welding equipment, etc., can solve the problems of rough wear surface, surface wear of bushes and bushings, short service life, etc., and achieve high wear resistance and durability. The effect of good corrosion resistance, thermal fatigue resistance and low thermal expansion coefficient
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
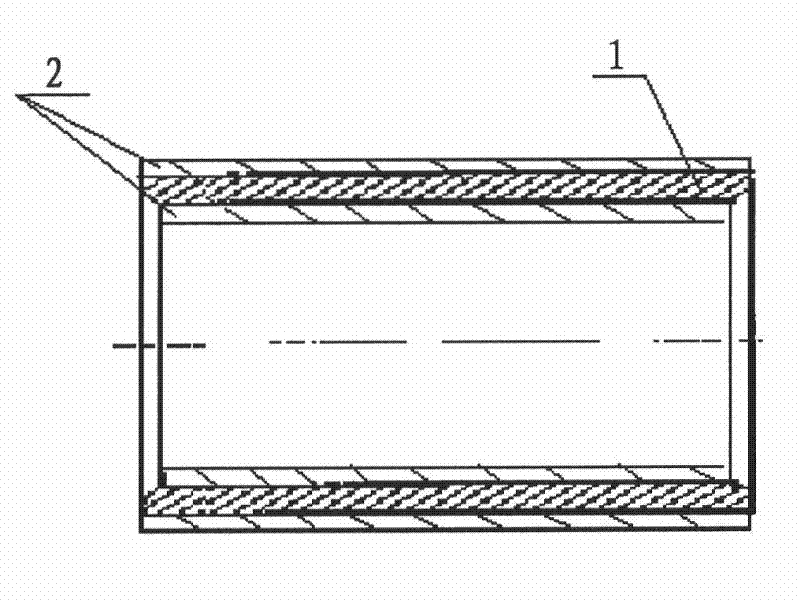
[0045] The base substrate 1 of the cylindrical bearing bush and the shaft sleeve is 00cr17Ni14Mo2 stainless steel iron-based material (such as figure 1 shown), its chemical composition is C≤0.03%, Cr16-18%, Ni 10-14%, Mo2.00-3.00%, Mn≤2.00%, Si≤1.00%; The heating method is to preheat to 500°C, keep it warm for 1h, and then slowly cool to 200°C at a rate of 50°C / h; use a cobalt-based alloy electrode, and its composition is: Cr20%, Ni 0.5%, W 10%, Mo 2%, V 0.1%, Ti 0.1%, C 0.5%, Fe 6%, Al 5%, Mn0.3%, Nb 1.5%, Si 0.5%, the rest is Co, and P and S less than 0.05, in the bushing Continuous surfacing welding is carried out on the substrate with surfacing welding equipment. The thickness of each layer of surfacing welding is 2mm, and the required total thickness is 6mm.
[0046] After the first layer of surfacing welding, remove the welding slag on the surfacing welding surface, then preheat the surfacing bearing bush and bushing to 600°C, keep it warm for 2 hours, and slowly cool i...
Embodiment 2
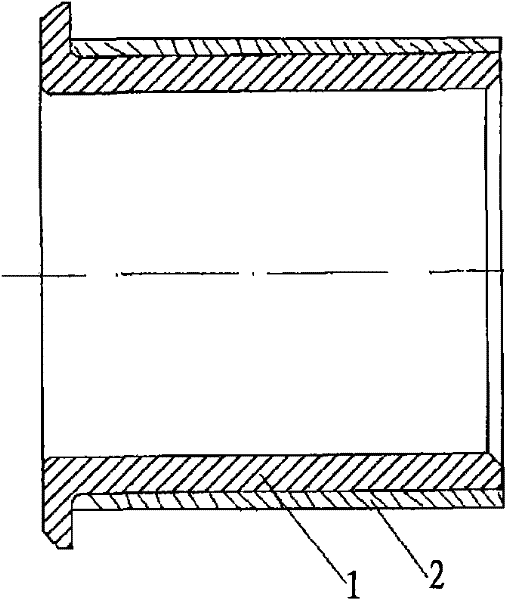
[0051] The base body 1 of the cylindrical bearing bush with flange is made of heat-resistant stainless steel SUS 316 (such as image 3 shown), its chemical composition is C≤0.03%, Cr16-18%, Ni10-14%, Mo2.00-3.00%, Mn≤2.00%, Si≤1.00%; the bearing bush and the bushing matrix are heated by electromagnetic induction Method: Preheat to 650°C, hold for 3 hours, and then slowly cool to 300°C at a rate of 150°C / h; use cobalt-based alloy electrode, the composition of which is: Cr 28%, Ni 5%, W 5%, Mo 6%, V 0.2%, Ti 0.2%, C 1.0%, Fe 12%, Al 0.5%, Mn 0.7%, Nb 1.0%, Si 0.4%, the rest is Co, and P and S less than 0.04, in the bearing bush and the bushing matrix The surfacing machine is used for continuous surfacing welding. The thickness of each layer of surfacing welding is 5mm, and the total thickness is required to be 20mm.
[0052] After the first layer of surfacing welding, remove the welding slag on the surfacing welding surface, then preheat the surfacing bearing bush and bushing t...
Embodiment 3
[0057] The base body 1 of the cylindrical bushing sleeve with the end cover is heat-resistant stainless steel ZG07Cr19Ni9 (such as Figure 4 shown), the chemical composition is C0.07%, Cr18-21%, Ni 8.0-11.0%, Mn1.5%, Si1.5%, P≤0.040%, S≤0.030%; Preheat to 550°C by resistance heating method, keep it warm for 2h, and then slowly cool to 250°C at a rate of 100°C / h; use cobalt-based alloy electrode, its composition is: Cr 35%, Ni 10%, W 1%, Mo 2%, V 0.2%, Ti 0.2%, C 1.0%, Fe 10%, Al0.8%, Mn 0.7%, Nb 1.0%, Si1.0%, the rest is Co, and P and S less than 0.06, in Continuous surfacing welding is carried out on the base of the bearing bush and the shaft sleeve with surfacing welding equipment. The thickness of each layer of surfacing welding is 1mm, and the required total thickness is 3mm.
[0058] After the first layer of surfacing, remove the welding slag on the surfacing surface, then preheat the surfacing bearing bush and bushing to 550°C, keep it warm for 2 hours, and slowly cool ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com