Method for preparing composite wear-resistant foreplate
A kind of technology of guide plate and alloy powder
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Example 1: Preparation of a rod-shaped composite wear-resistant guide plate with high chromium alloy as the hard phase and A3 steel as the matrix
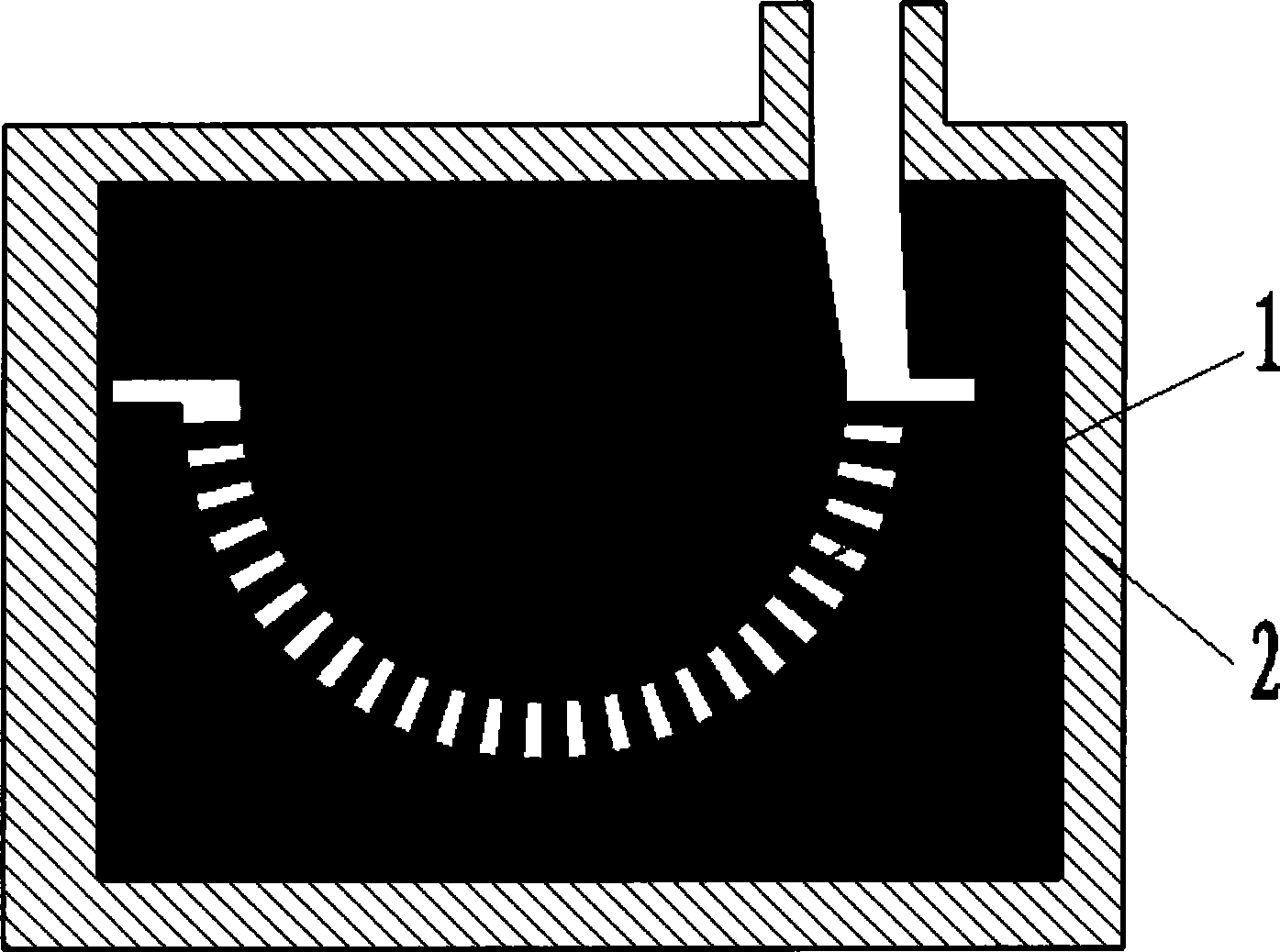
[0025] 1. Use 3mm diameter alloy powder core rod 1 to bundle into bundles. The alloy powder loaded in alloy powder core rod 1 is high-carbon ferrochromium powder with a particle size of 100-150 mesh and cut to the same thickness as the guide plate. high;
[0026] 2. Use resin sand to make guide plate mold 2 according to the casting process requirements;
[0027] 3. Arrange the bundle of alloy powder core rods in the cavity of the casting mold 2 of the wear-resistant guide plate according to the ratio of 50% of the volume of the wear-resistant guide plate;
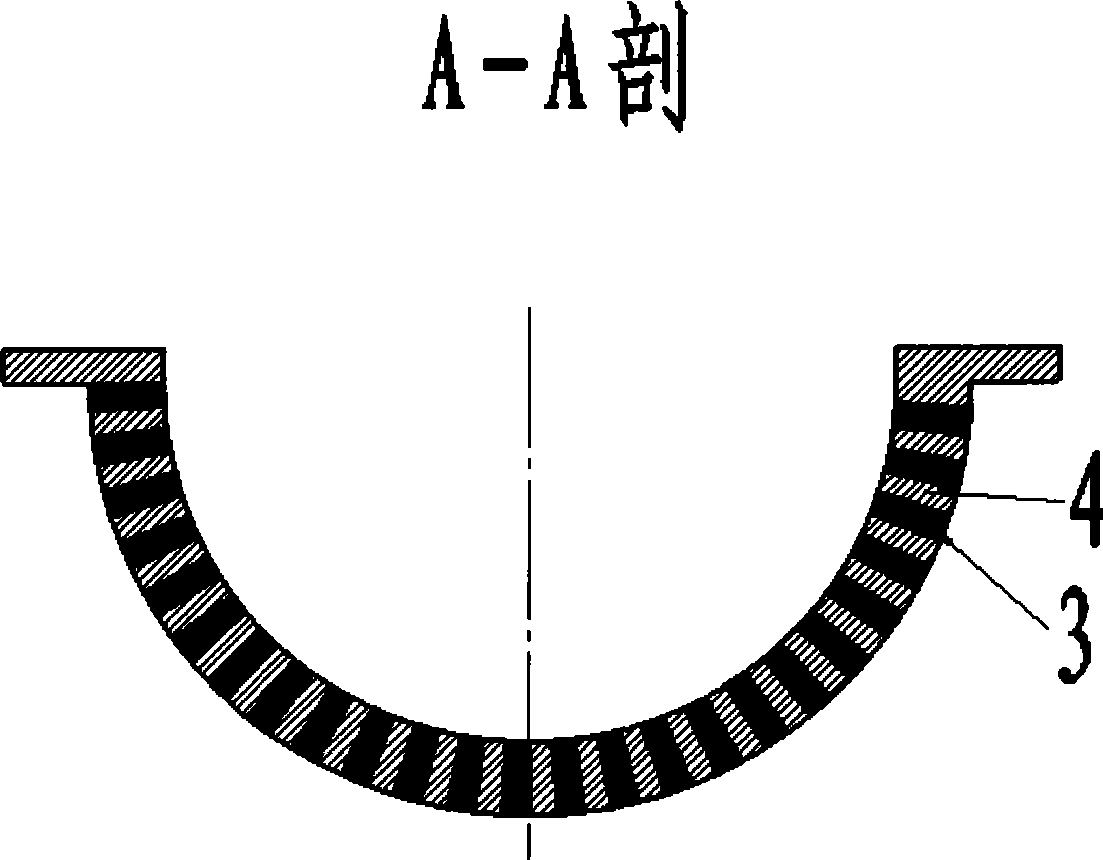
[0028] 4. Select A3 steel as the base metal 3. After smelting and melting in an intermediate frequency furnace, it reaches 1600°C and is released from the furnace. The molten steel is poured into the cavity of the guide plate mold 2 until it is full;
[0029] 5. Cool at...
Embodiment 2
[0031] Example 2: Preparation of a rod-shaped composite wear-resistant guide plate with tungsten carbide as the hard phase and A3 steel as the matrix
[0032] 1. Select alloy powder core rod 1 with a diameter of 5 mm to make a bundle. The alloy powder loaded in alloy powder core rod 1 is tungsten carbide alloy powder with a particle size of 150 mesh, which is cut to the same length as the thickness of the guide plate;
[0033] 2. Use resin sand to make guide plate mold 2 according to the casting process requirements;
[0034] 3. The alloy powder core rod 1 is preset in the mold cavity of the wear-resistant guide plate according to the ratio of 40% of the volume of the wear-resistant guide plate;
[0035] 4. Select A3 steel as the base metal 3. After smelting and melting in an intermediate frequency furnace, it reaches 1600°C and is released from the furnace. The molten steel is poured into the cavity of the guide plate mold 2 until it is full;
[0036] 5. Cool at room tempera...
Embodiment 3
[0037] Example 3: Preparation of a rod-shaped composite wear-resistant guide plate with tungsten carbide as the hard phase and high manganese steel as the matrix
[0038] 1. Use 3mm diameter alloy powder core rod 1 to make bundles. The alloy powder loaded in alloy powder core rod 1 is tungsten carbide alloy powder, with a particle size of 50-80 mesh, and cut to the same length as the thickness of the guide plate. ;
[0039] 2. Use resin sand to make guide plate mold 2 according to the casting process requirements;
[0040] 3. The alloy powder core bar 1 is preset in the mold cavity of the wear-resistant guide plate according to the ratio of 60% of the volume of the wear-resistant guide plate;
[0041] 4. Select high manganese steel Mn13 as the base metal 3. After smelting and melting in an intermediate frequency furnace, it reaches 1650°C and is released from the furnace. The molten steel is poured into the cavity of the guide plate mold 2 until it is full;
[0042] 5. Cool ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com