Hall Ion Source excitation magnetron sputtering enhancement magnetism filtration multi-arc ion composite coating method
A multi-arc ion and composite coating technology, used in sputtering, ion implantation, vacuum evaporation, etc., can solve the problem of quality reduction, magnetron sputtering deposition rate, low film-base bonding strength, thin film, etc. problem, to achieve the effect of good bonding strength, significant strengthening effect, and high density bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
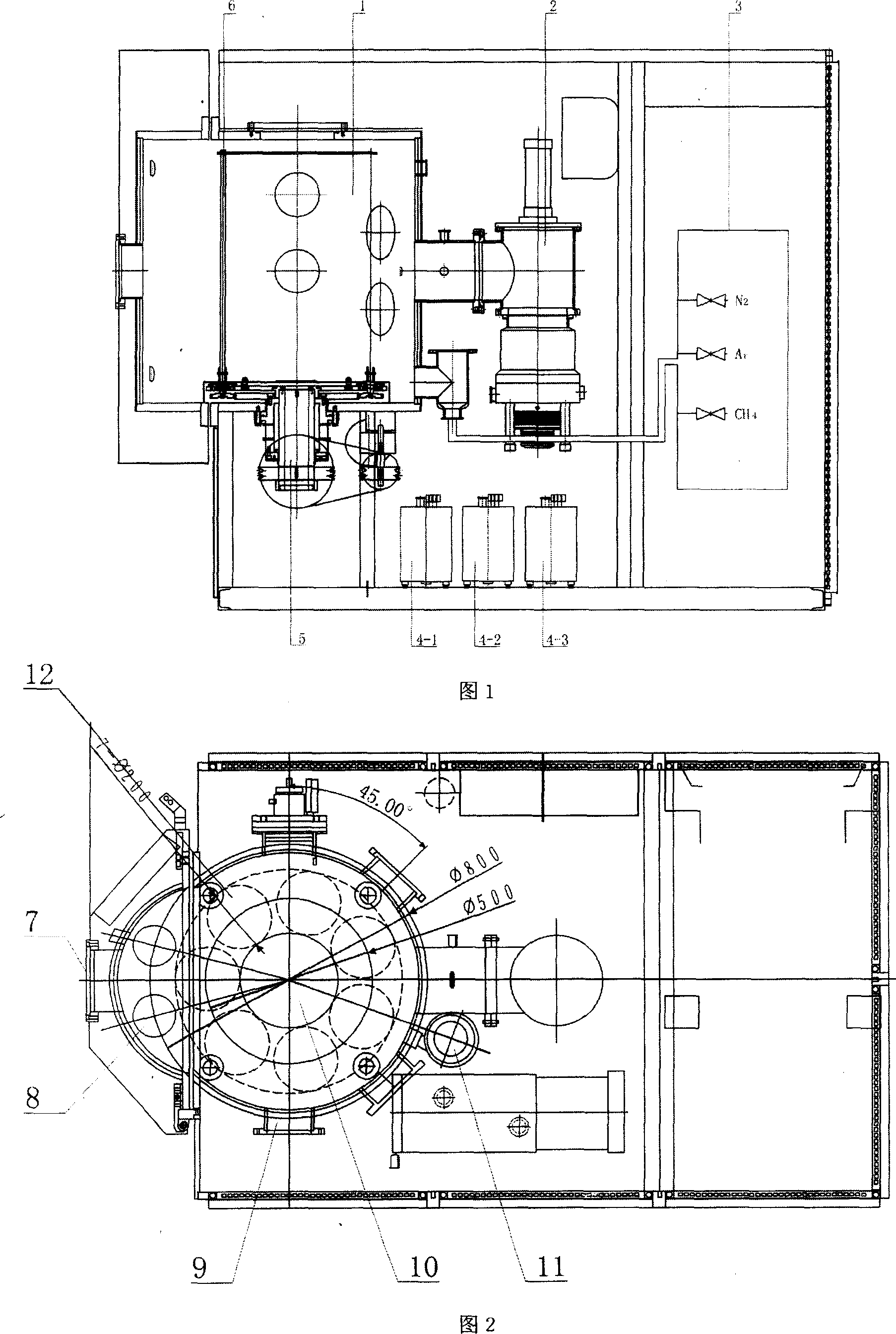
Image

Examples
Embodiment 1
[0024] Embodiment 1: Preparation of TiN hard film
[0025] 1. Put the workpiece 12 to be processed into the furnace reaction chamber 1 of the Hall source excited magnetron sputtering enhanced magnetic filter multi-arc ion coating equipment, and turn on the vacuum system 2 to evacuate to 6.0×10 -3 Pa, turn on the heating system 6, heat to 250°C and keep it stable until the coating is finished
[0026] 2. After heating and keeping warm for 30 minutes, turn on the Ar in the gas supply system 3, keep the Ar flow rate at 100ml / min, gradually increase the bias voltage and stabilize it at 900V, and the duty cycle is 50%. The high-energy ions in the plasma field generated by the bias power supply system 4-3 in the equipment bombard the surface of the workpiece for 30 minutes, so that the surface 12 of the workpiece to be treated is cleaned and activated;
[0027] 3. After the argon ion bombardment, restart the fine pumping system in the vacuum system 2 and adjust the pressure to 6.0×...
Embodiment 2
[0030] Embodiment 2: Preparation of TiC hard film
[0031] 1. Put the workpiece 12 to be processed into the furnace reaction chamber 1 of the Hall source excited magnetron sputtering enhanced magnetic filter multi-arc ion coating equipment, and turn on the vacuum system 2 to evacuate to 6.0×10 -3 Pa, turn on the heating system 6, heat to 350°C and keep it stable until the coating is finished;
[0032] 2. After heating and keeping warm for 30 minutes, turn on the Ar in the gas supply system 3, keep the Ar flow rate at 80ml / min, gradually increase the bias voltage and stabilize it at 1200V, and the duty cycle is 30%. The high-energy ions in the plasma field generated by the bias power supply system 4-3 in the equipment bombard the surface of the workpiece for 50 minutes, so that the surface 12 of the workpiece to be treated is cleaned and activated;
[0033] 3. After the argon ion bombardment, restart the fine pumping system in the vacuum system 2 and adjust the pressure to 6.0...
Embodiment 3
[0036] Embodiment 3: prepare Ti (CN) hard film
[0037] 1. Put the workpiece 12 to be processed into the furnace reaction chamber 1 of the Hall source excited magnetron sputtering enhanced magnetic filter multi-arc ion coating equipment, and turn on the vacuum system 2 to evacuate to 6.0×10 -3 Pa, turn on the heating system 6, heat to 300°C and keep it stable until the coating is finished
[0038] 2. After heating and keeping warm for 30 minutes, turn on the Ar in the gas supply system 3, keep the Ar flow rate at 50ml / min, gradually increase the bias voltage and stabilize it at 1100V, and the duty cycle is 35%. The high-energy ions in the plasma field generated by the bias power supply system 4-3 in the equipment bombard the surface of the workpiece for 40 minutes, so that the surface 12 of the workpiece to be treated is cleaned and activated;
[0039] 3. After the argon ion bombardment, restart the fine pumping system in the vacuum system 2 and adjust the pressure to 6.0×10 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com