Manufacture method for obtaining superfine crystal grain steel
A manufacturing method and ultra-fine-grained technology, applied in the field of manufacturing ultra-fine-grained steel, can solve the problems of high process control level, long manufacturing process, and high manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
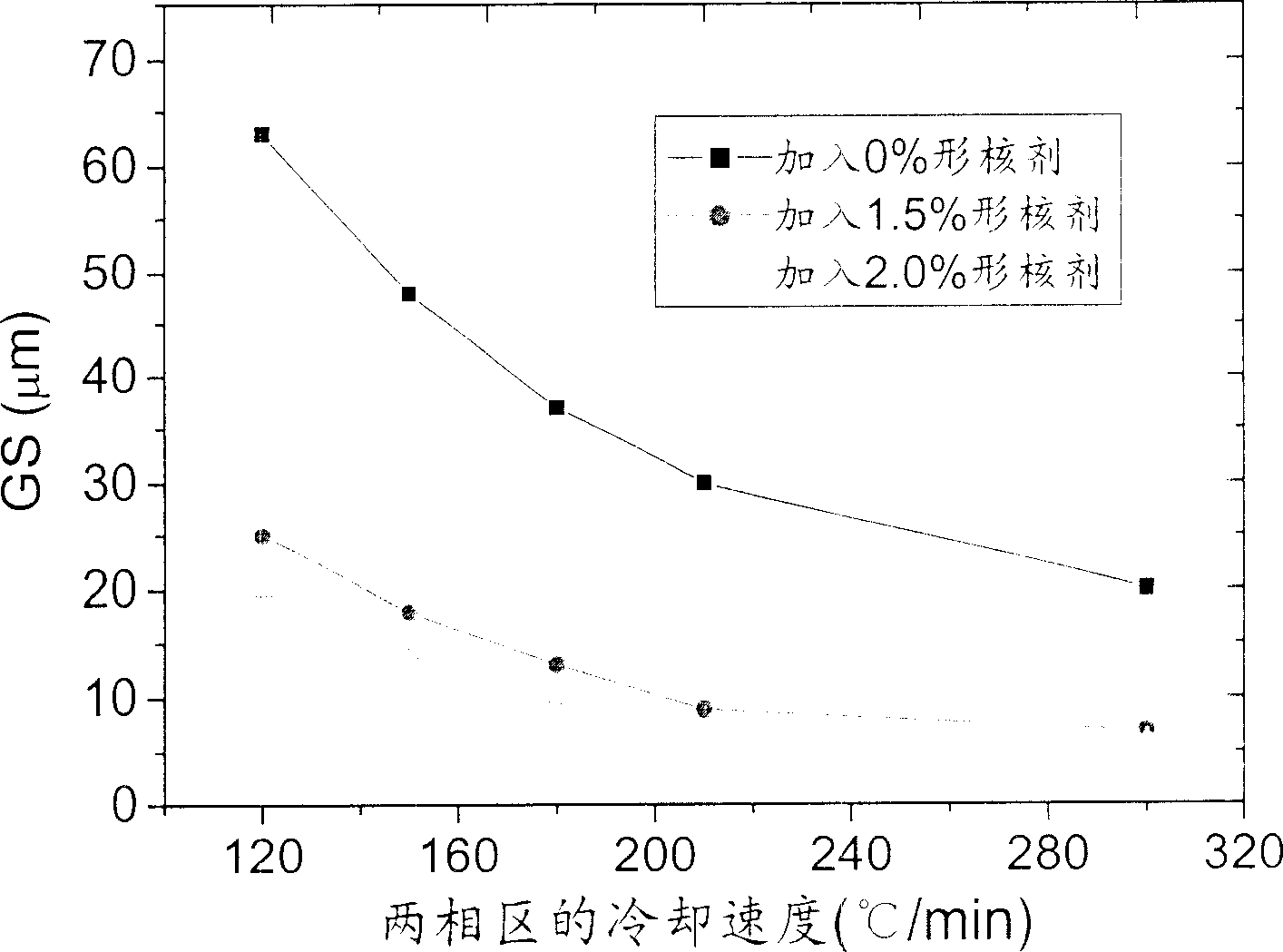
[0033] The casting temperature of 1# steel is controlled at 1540 ° C. During the casting process, 1.5% of the molten steel weight and 1# steel powder with an average particle size of 65 μm are added to the molten steel. During the adding process, electromagnetic stirring (or mechanical stirring) is continuously used. , control the solidification rate of molten steel at 195°C / min, and after the molten steel is completely solidified, the grain size of the solidified structure of the slab is 13 μm. The process of controlled rolling and strain-induced dynamic phase transformation was carried out on the Gleeble-3800 thermal simulation testing machine. The φ10×25mm sample was heated to 900°C at a heating rate of 18°C / s. The cooling rate is cooled to 800°C for continuous compression deformation, and the pass reduction rate is controlled between 15% and 30%. When the cumulative reduction rate reaches 83%, the specimen is cooled at a cooling rate of 12°C / s to 400℃~500℃, then naturally ...
Embodiment 2
[0035] The casting temperature of 2# steel is controlled at 1540°C. During the casting process, 2# steel powder with 2.0% of the weight of molten steel and an average particle size of 48 μm is added to the molten steel. During the adding process, electromagnetic stirring (or mechanical stirring) is continuously used. , control the solidification rate of molten steel at 185°C / min, and after the molten steel is completely solidified, the grain size of the solidified structure of the slab is 14 μm. The process of controlled rolling and strain-induced dynamic phase transformation was carried out on the Gleeble-3800 thermal simulation testing machine. The φ12×30mm sample was heated to 900°C at a heating rate of 18°C / s. The cooling rate is cooled to 810°C for continuous compression deformation, and the pass reduction rate is controlled between 15% and 30%. When the cumulative reduction rate reaches 85%, the specimen is cooled at a cooling rate of 12°C / s to 400℃~500℃, then naturally ...
Embodiment 3
[0037] The casting temperature of 3# steel is controlled at 1540°C. During the casting process, 1.8% of the molten steel weight and 3# steel powder with an average particle size of 54 μm are added to the molten steel. During the adding process, electromagnetic stirring (or mechanical stirring) is continuously used. , control the solidification rate of the molten steel to 200°C / min, and after the molten steel is completely solidified, the grain size of the solidified structure of the billet is 10 μm. The process of controlled rolling and strain-induced dynamic phase transformation was carried out on the Gleeble-3800 thermal simulation testing machine. The φ15×40mm sample was heated to 900°C at a heating rate of 18°C / s. The cooling rate is cooled to 790°C for continuous compression deformation, and the pass reduction rate is controlled between 15% and 30%. When the cumulative reduction rate reaches 83%, the specimen is cooled at a cooling rate of 12°C / s to 400℃~500℃, then natura...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Grain size | aaaaa | aaaaa |
| Grain size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com