


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
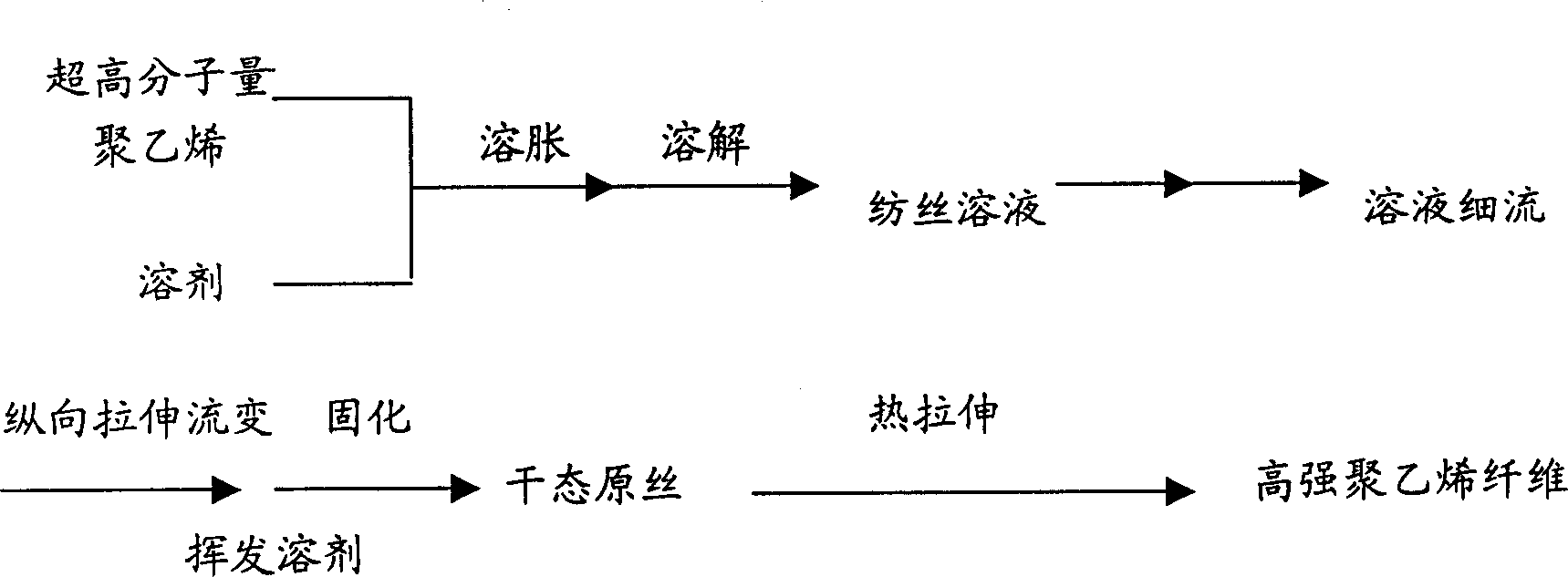
Manufacturing method of high strength polyethylene fiber
A technology of high-strength polyethylene and its manufacturing method, applied in the direction of single-component polyolefin rayon, dry spinning, etc., can solve the problems of not describing the drying method and process in detail, achieve economical and efficient solvent recovery, and facilitate industrial production , The effect of shortening the process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0045] The selected molecular weight is 1×10 6 200 grams of ultra-high molecular weight polyethylene, put it and 800 grams of decahydronaphthalene solvent (industrial grade, B.P185~195 ℃) into the stainless steel reaction kettle, start stirring, heat to 60 ℃, swell for 1.5 hours, and then The screw extruder dissolves, the aspect ratio of the twin-screw extruder is 30 / 1, the screw speed is 60r / min, the temperature of the screw dissolving section is 180°C, and the spinning stock solution with a concentration of 20% is formed; (Aspect ratio of 10 / 1, pore diameter of 1mm) is extruded at a rate of 1m / min, stretched longitudinally through a first temperature-controlled zone with a length of 20cm (the temperature of the inner central zone is 150°C), and the heating method is Electric heating, the stretching ratio is 10 times, and then through the second temperature control zone with a length of 3m (the temperature of the inner central zone is 60°C), solidification is carried out to f...
Embodiment 2
[0047] The selected molecular weight is 3×10 6 80 grams of ultra-high molecular weight polyethylene, put it and 920 grams of decahydronaphthalene solvent (industrial grade, B.P185 ~ 195 ℃) into the stainless steel reaction kettle, start stirring, heat to 90 ℃, swell for 2 hours, and then double- The screw extruder is plasticized and dissolved, the length-to-diameter ratio of the twin-screw extruder is 40 / 1, the screw speed is 50r / min, and the temperature of the screw dissolution section is 170°C to form a spinning stock solution with a concentration of 8%. The wire hole (aspect ratio of 15 / 1, hole diameter of 0.8mm) is extruded at a rate of 3m / min, and then stretched longitudinally through a first temperature-controlled zone (inner central zone temperature of 200°C) with a length of 30cm. Stretching, the heating method is electric heating, the stretching ratio is 5 times (the stretching speed is 15m / min), and then it is cured through the second temperature control zone with a ...
Embodiment 3
[0049] The selected molecular weight is 5×10 6 50 grams of ultra-high molecular weight polyethylene, and 950 grams of decahydronaphthalene solvent (industrial grade, B.P185 ~ 195 ℃) into the stainless steel reactor, start stirring, heated to 100 ℃, swelling for 2.5 hours, and then double The screw extruder is plasticized and dissolved, the length-to-diameter ratio of the twin-screw extruder is 50 / 1, the screw speed is 30r / min, and the temperature of the screw dissolution section is 160°C to form a spinning stock solution with a concentration of 5%. Silk holes (aspect ratio of 25 / 1, hole diameter of 0.9mm) are extruded at a rate of 0.5m / min, and stretched longitudinally through a first temperature-controlled zone with a length of 40cm (inner central zone temperature is 220°C) , the heat sleeve is heated by high-temperature biphenyl, and the stretching ratio is 30 times, and then it is solidified through the second temperature control zone (the inner central zone temperature is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| aspect ratio | aaaaa | aaaaa |
| modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com