Micro melting soldering method of argon-shielded tungsten arc welding for thick plate of red copper without warming-up
A technology of argon tungsten arc welding and brazing method, applied in arc welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of low joint strength, long residence time, damaged joint strength, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
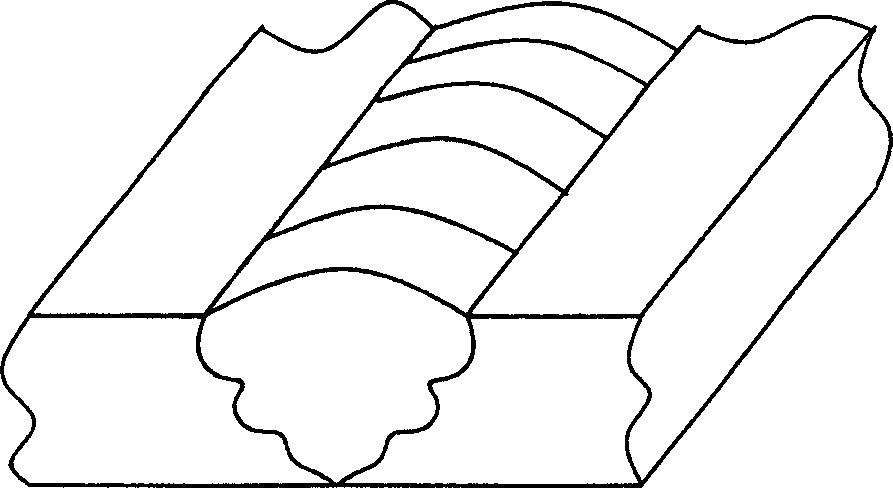
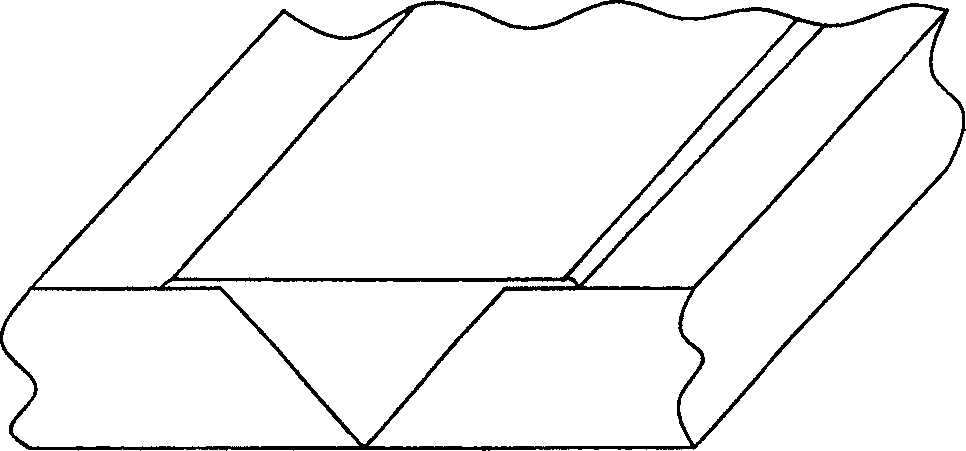
[0005] Specific embodiment one: (see image 3 ) The method of this embodiment is realized as follows: first, the butt joints of the two thick copper plates are grooved with 45° respectively, and then the welding is carried out in three stages, and the first stage adopts tungsten argon arc welding arc brazing Filling the weld seam, heating the bottom of the base metal groove with an electric arc, filling the welding wire without swinging, the height of the filling weld seam is 1 / 3 of the thickness of the copper plate, the welding speed is 2.5-3.5mm / S, and the welding current is 120-140A; In the second stage, the filler metal of the first stage is heated and remelted without filling the welding wire, and the molten metal liquid is lifted up from the side of the groove with an electric arc, until the top of the groove, staying for 0.5-1s When there is a slight melting, the arc moves down again to form a micro-melting layer of solder and base material on this side. Use the same method ...
specific Embodiment approach 2
[0006] Embodiment 2: In this embodiment, the welding current in the first stage is 131A; the welding current in the second stage is 160A; and the welding current in the third stage is 168A. Other process conditions and process steps are the same as in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com