Method for controlling plate shape of hot-rolled thin-specification high-strength weather-resistant steel
A technology for shape control and weathering steel, applied in rolling mill control devices, metal rolling, temperature control, etc., can solve the problems of low order fulfillment rate of thin gauge high-strength weathering steel, increased production costs, adverse effects on performance, etc. Plasticity, Deformation Resistance Reduction, Effect of Deformation Resistance Reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0029] This embodiment provides a method for controlling the shape of hot-rolled thin-gauge high-strength weathering steel. After heating the smelted continuous casting slab, it goes through rough descaling, constant width press, rough rolling, flying shear, and fine descaling. , finishing rolling, laminar cooling, coiling and leveling to obtain the finished product, the specific process is as follows:
[0030] S1. Continuous casting slab heating: when the slab is heated, a walking heating furnace is used, the temperature of the slab soaking section is 1268°C, and the soaking section time is 30 minutes. The furnace temperature is 1265°C, and the heating time is 210min. Realize weak reductive soaking, and the measured value of the residual oxygen analyzer in the soaking section is less than 1.0%.
[0031]Specifically, during the heating process of the slab, the slab is heated sequentially through the preheating section, the first stage of heating, the second stage of heating a...
Embodiment 2-3
[0046] This embodiment provides a flat shape control method for hot-rolled thin-gauge high-strength weather-resistant steel. The process parameters are different, and the difference of the process parameters is as shown in Table 1-7. Except for the difference of the parameters shown in the table, the rest of the process parameters and operations are consistent with Example 1. The process parameters involved are as follows:
[0047] In the production method of hot-rolled thin-gauge high-strength weathering steel provided in this embodiment, the comparison between the slab heating process parameters and Embodiment 1 is shown in Table 1:
[0048] Table 1 Slab Heating Process Parameters
[0049]
[0050]
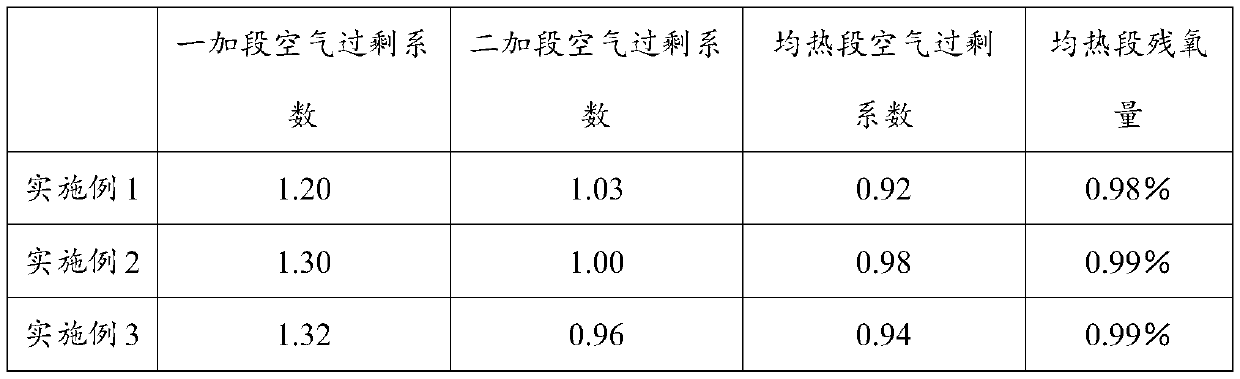
[0051] In the production method of hot-rolled thin-gauge high-strength weathering steel provided in this embodiment, the comparison between the heating atmosphere in the slab heating process and that of Example 1 is shown in Table 2:
[0052] Table 2 Heating atmosphere ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Convexity | aaaaa | aaaaa |
| Convexity | aaaaa | aaaaa |
| Convexity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com