Powder injection molding feedstock, and preparation method and application thereof
A powder injection molding and powder technology, applied in the field of powder metallurgy, can solve the problems of unstable shrinkage and easy deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
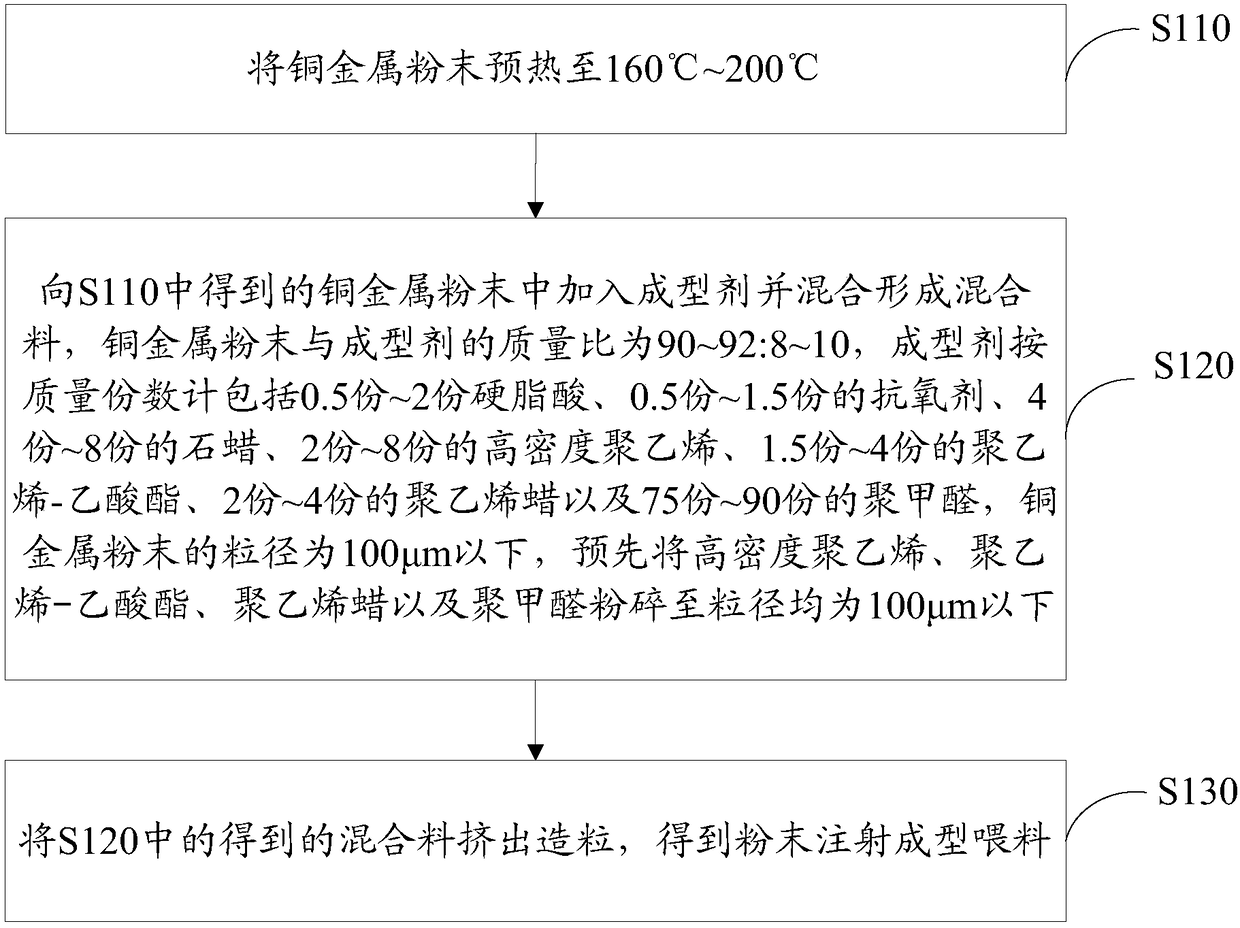
[0039] Also, see figure 1 , the preparation method of the above-mentioned powder injection molding feedstock according to one embodiment, comprising the following steps S110-S130.
[0040] S110, preheating the copper metal powder to 160°C-200°C.
[0041] Preheating the copper metal powder to 160°C to 200°C can melt the molding agent, so that the copper metal powder can be mixed and formed.
[0042] In this embodiment, the copper metal powder can be preheated to 180° C. to 190° C., so that the forming agent can be melted rapidly, and the temperature is not too high to damage the properties of the forming agent.
[0043] S120. Add a molding agent to the copper metal powder obtained in S110 and mix to form a mixture. The mass ratio of the copper metal powder to the molding agent is 90-92:8-10, and the molding agent includes 0.5-2 parts by mass. Stearic acid, 0.5-1.5 parts of antioxidant, 4-8 parts of paraffin, 2-8 parts of high-density polyethylene, 1.5-4 parts of polyethylene-...
Embodiment 1
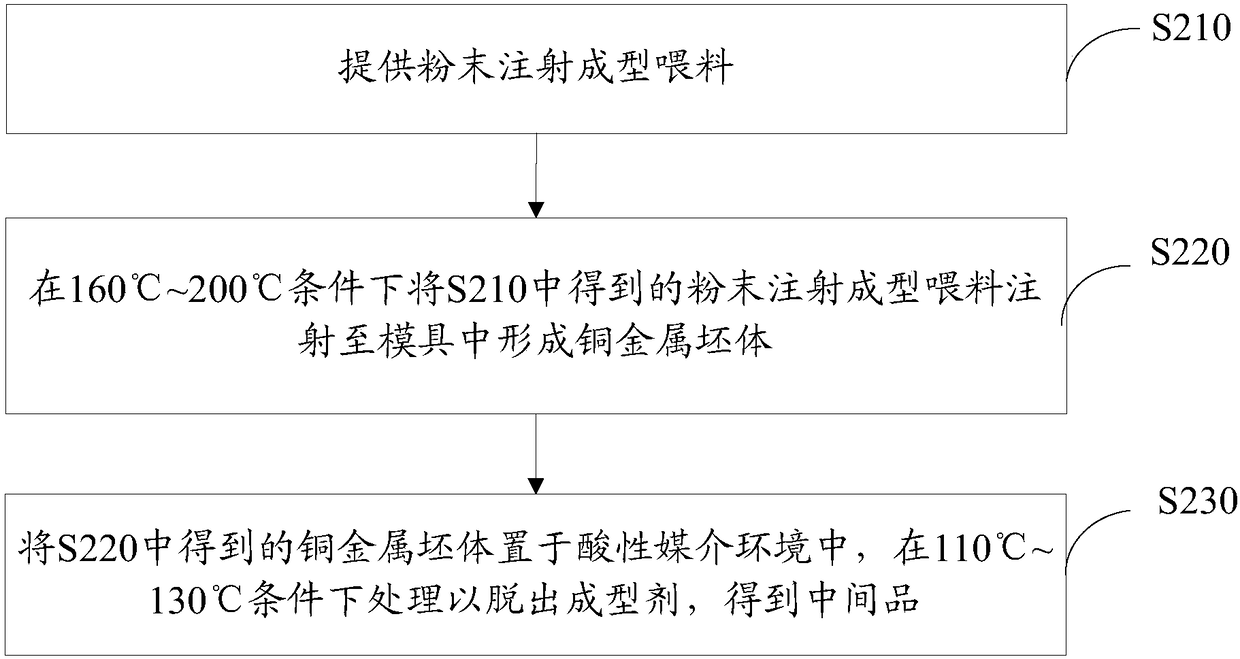
[0077] The tap density of 20000g is 6.0g / cm 3The copper metal powder is preheated to 180°C, and the molding agent is added to the preheated copper metal powder according to the mass ratio of copper metal powder and molding agent as 91:9 and mixed for 40 minutes to form a mixture. The molding agent includes 19g stearin Acid, 19g antioxidant, 95.7g paraffin wax, 114.86g high density polyethylene, 38.28g polyethylene-acetate, 38.28g polyethylene wax and 1589g polyoxymethylene. Among them, high-density polyethylene, polyethylene-acetate, polyethylene wax, and polyoxymethylene are crushed at a low temperature below -50°C in advance to a particle size below 80 μm so as to be at the same particle size level as the copper metal powder. The mixed material is sent to an extruder for extrusion and granulation to obtain a powder injection molding feed. Inject the powder injection molding feedstock into the mold at 180°C to form a copper metal body, and then feed the copper metal body int...
Embodiment 2
[0079] The tap density of 50000g is 5.8g / cm 3 The copper metal powder is preheated to 160°C, and the forming agent is added to the preheated copper metal powder according to the mass ratio of the forming agent to the copper metal powder at 90:10 and mixed for 30 minutes to form a mixture. The molding agent includes 47.8g of stearic acid, 47.8g of antioxidant, 239.3g of paraffin wax, 287.16g of high-density polyethylene, 95.72g of polyethylene-acetate, 95.72g of polyethylene wax and 3972.5g of polyoxymethylene. Among them, high-density polyethylene, polyethylene-acetate, polyethylene wax, and polyoxymethylene are crushed at a low temperature below -50°C in advance to a particle size below 80 μm so as to be at the same particle size level as the copper metal powder. The mixed material is sent to an extruder for extrusion and granulation to obtain a powder injection molding feed. Inject the powder injection molding feedstock into the mold at 160°C to form a copper metal body, an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com