Wear-resistant high-chromium cast iron centrifugal composite roller for ribbon steel two-roller mill and production process
A high-chromium cast iron, two-roll mill technology, applied in the direction of rolls, manufacturing tools, metal rolling, etc., to reduce the tendency of fracture, improve wear resistance and thermal crack resistance, and eliminate tissue stress.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] The specification of the composite roll in this embodiment is Φ580*480, the roll number is 16L1665, and the structure is a three-layer centrifugal composite structure. The chemical composition and mass percentage of the material are shown in Table 1, Table 2 and Table 3.
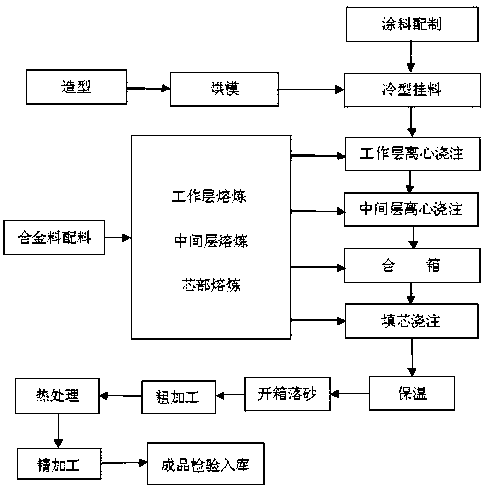
[0047] The production process of the composite roll in this embodiment includes molten iron metamorphism treatment, centrifugal pouring, and heat treatment processes, and the specific process steps are as follows:
[0048] (1) Hot metal modification process: use 1.5t, 1t, 3t intermediate frequency induction furnaces to smelt the working layer, middle layer and core molten iron; after the working layer hydration is cleared, 10kg / t steel is added to the liquid surface to protect the molten iron from oxidation 15 minutes before tapping, add 0.5% ferrovanadium in molten iron, particle size 10mm, add 0.2% ferromanganese particles, particle size 5mm 10 minutes before tapping, add 0.5% ferrochromium nitride,...
Embodiment 2
[0053] The specification of the composite roll in this embodiment is Φ580*480, the roll number is 16L1703, and the structure is a three-layer centrifugal composite structure. The chemical composition and mass percentage of the material are shown in Table 1, Table 2 and Table 3.
[0054] The production process of the composite roll in this embodiment includes molten iron metamorphism treatment, centrifugal pouring, and heat treatment processes, and the specific process steps are as follows:
[0055] (1) Hot metal modification process: use 1.5t, 1t, 3t intermediate frequency induction furnaces to smelt the working layer, middle layer and core molten iron; after the working layer hydration is cleared, 10kg / t steel is added to the liquid surface to protect the molten iron from oxidation 15 minutes before tapping, add 0.5% ferrovanadium with a particle size of 20mm in molten iron, add 0.2% ferromanganese particles with a particle size of 10mm 10 minutes before tapping, add 0.5% fer...
Embodiment 3
[0060] The specification of the composite roll in this embodiment is Φ580*480, the roll number is 16L1732, and the structure is a three-layer centrifugal composite structure. The chemical composition and mass percentage of the material are shown in Table 1, Table 2 and Table 3.
[0061] The production process of the composite roll in this embodiment includes molten iron metamorphism treatment, centrifugal pouring, and heat treatment processes, and the specific process steps are as follows:
[0062] (1) Hot metal modification process: use 1.5t, 1t, 3t intermediate frequency induction furnaces to smelt the working layer, middle layer and core molten iron; after the working layer hydration is cleared, 10kg / t steel is added to the liquid surface to protect the molten iron from oxidation 15 minutes before tapping, add 0.5% ferrovanadium in molten iron, particle size 12mm, add 0.2% ferromanganese particles, particle size 7mm 10 minutes before tapping, add 0.5% ferrochromium nitride,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com