


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Completely-hardened high-toughness ultra-thick wear-resistant steel plate which is easy to weld, and production method thereof
A wear-resistant steel plate and high-toughness technology, applied in the field of special steel, can solve the problems of limited use, wear-resistant and long service life of manufactured parts, etc., and achieve the effect of improving the yield, simplifying the production process, and reducing the manufacturing cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
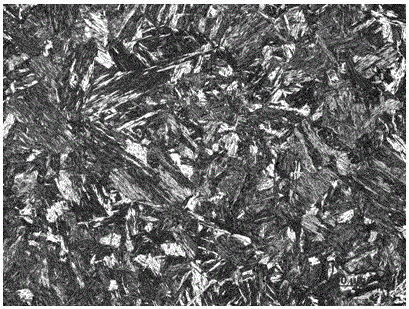
Embodiment 1
[0038] This example relates to a through-body hardened high-toughness, easy-to-weld, wear-resistant steel plate with a thickness of 180 mm. The components and mass percentages included are: C: 0.12%, Si: 0.28%, Mn: 1.06%, P: 0.004%, S: 0.0006%, Cr: 0.70%, Mo: 0.50%, Ni: 2.49%, Cu: 0.26%, Al: 0.069%, V: 0.035%, Nb: 0.02%, N: 0.0032%, B: 0.0014%, Ca: 0.0017%, the balance is iron and unavoidable impurity elements, carbon equivalent CEV ( = C + Mn / 6 + (Cr + Mo + V) / 5 + (Cu +Ni) / 15 ) = 0.73%, after RH treatment H in molten steel = 0.00007%.
[0039] The production process of the whole body hardened high-toughness and easy-to-weld wear-resistant steel plate is as follows:
[0040] The smelting raw materials are configured according to the above chemical composition, followed by KR molten iron pretreatment – converter smelting – LF refining – RH refining – continuous casting (thickness of continuous casting slab: 450mm) – continuous casting slab with cover and slow cooling – conti...
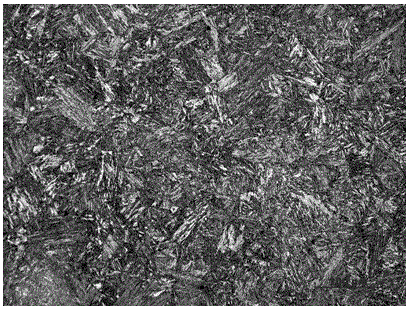
Embodiment 2
[0045] This embodiment relates to a through-hardened high-toughness weldable wear-resistant steel plate with a thickness of 125 mm, and the components, mass percentage and carbon equivalent CEV are the same as those in Embodiment 1. The manufacturing process of this embodiment is basically the same as that of Embodiment 1, the main difference being rolling and subsequent heat treatment, specifically as follows:
[0046] The continuous casting slab to be produced (thickness: 450mm, center segregation: class C 0.5, center porosity: 0.5, no center crack, corner crack and triangular crack, inclusions: A, B, C, D class = 0; Class A, B, D thin series = 0.5; Class C thin series = 0, Ds class = 0) Heating to 1260°C for 3.5 hours, after being out of the furnace, descaling with high-pressure water and then rolling in two stages. The starting temperature of the first stage rolling (i.e. rough rolling) is 1120°C, the thickness of the intermediate billet is 200mm, the total reduction rate ...
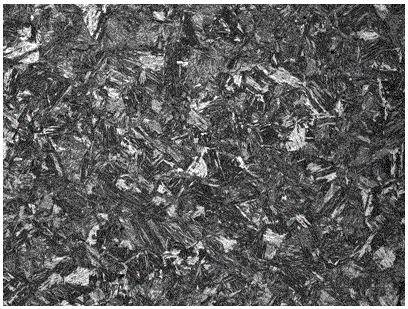
Embodiment 3
[0050] This example relates to a fully hardened, high-toughness, easy-to-weld, wear-resistant steel plate with a thickness of 115 mm. The components and mass percentages are: C: 0.14%, Si: 0.26%, Mn: 1.05%, P: 0.003%, S: 0.0012%, Cr: 0.66%, Mo: 0.51%, Ni: 1.39%, Cu: 0.26%, Al: 0.063%, V: 0.034%, Nb: 0.0032%, N: 0.0034%, B: 0.0018%, Ca: 0.0021%, the balance is iron and unavoidable impurity elements, carbon equivalent CEV ( = C + Mn / 6 + (Cr + Mo + V) / 5+ (Cu + Ni) / 15 ) = 0.67%, after H in molten steel after RH treatment = 0.00006%.
[0051] The smelting raw materials are configured according to the above chemical composition, followed by KR molten iron pretreatment – converter smelting – LF refining – RH refining – continuous casting (thickness of continuous casting slab: 370mm) – continuous casting slab with cover and slow cooling – continuous casting slab cleaning – heating (insulation) treatment) – high pressure water descaling – controlled rolling – straightening – slow co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| Brinell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com