Thermomechanical treatment method for aluminium alloy grain refinement
A deformation heat treatment, aluminum alloy technology, applied in the field of material processing, can solve the problems of the limitation of the size of the workpiece processed by the processing equipment, the inability to achieve a fine-grained structure, the long and narrow grains of the plate, and the low processing cost, good generalizability, The effect is not difficult to operate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
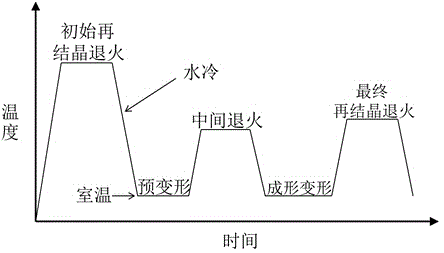
[0025] A deformation heat treatment method for refining aluminum alloy grains, comprising the steps of:
[0026] 1) The Al-1.2Mn aluminum alloy plate with an initial thickness of 6mm (the mass percentage of Mn in the alloy is 1.2%) is kept at 410°C for 60min to make its structure reach a recrystallized state;
[0027] 2) Cool the aluminum alloy material after recrystallization annealing in step 1) to room temperature, and then perform rolling deformation, and the rolling deformation is 20%;
[0028] 3) The aluminum alloy material pre-deformed in step 2) is annealed at 275°C for a long time at a low temperature for 72 hours to change the existing form and distribution state of alloying elements in the aluminum alloy material;
[0029] 4) Cool the aluminum alloy material after the intermediate annealing in step 3) to room temperature and then perform rolling deformation, the total rolling deformation is 92%;
[0030] 5) The aluminum alloy rolled and formed in step 4) is subject...
Embodiment 2
[0047] A deformation heat treatment method for refining aluminum alloy grains, comprising the steps of:
[0048] 1) Heat the Al-1.2Mn aluminum alloy plate with an initial thickness of 6mm at 410°C for 60min to make its structure reach a recrystallized state;
[0049] 2) After the aluminum alloy material after the recrystallization annealing in step 1) is water-cooled to room temperature, rolling deformation is carried out, and the rolling deformation amount is 20%;
[0050] 3) The aluminum alloy material pre-deformed in step 2) is annealed at 275°C for a long time at a low temperature for 36 hours to change the existing state and distribution form of alloy elements in the aluminum alloy material;
[0051] 4) Cool the aluminum alloy material after the intermediate annealing in step 3) to room temperature and then perform rolling deformation, the total rolling deformation is 95%;
[0052] 5) Perform recrystallization annealing on the aluminum alloy rolled and formed in step 4) ...
Embodiment 3
[0055] A deformation heat treatment method for refining aluminum alloy grains, comprising the steps of:
[0056] 1) Heat the Al-1.2Mn aluminum alloy plate with an initial thickness of 6mm at 410°C for 60min to make its structure reach a recrystallized state;
[0057] 2) Cool the aluminum alloy material after recrystallization annealing in step 1) to room temperature, and then perform rolling deformation, and the rolling deformation is 20%;
[0058] 3) The aluminum alloy material pre-deformed in step 2) is annealed at 275°C for a long time at a low temperature for 72 hours to change the existing form and distribution state of alloying elements in the aluminum alloy material;
[0059] 4) Cool the aluminum alloy material after the intermediate annealing in step 3) to room temperature, and then carry out rolling deformation, and the total rolling deformation is 92%;
[0060] 5) Recrystallization annealing is performed on the aluminum alloy rolled and formed in step 4) at 300° C. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com