


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Subway internal steel frame casting and production technology thereof
A production process and casting technology, which is applied in the field of steel frame castings in subways and its production process, can solve the problems of small difference in strength, high acceptance standards, insufficient pouring, etc., and achieve the effect of reducing hot spots
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] Process parameters: the shrinkage rate is all 2%.
[0038] Parting surface: The upper and lower parts are divided into symmetrical points, which is conducive to mold taking and convenient modeling. However, due to the reduced strength of the thin-walled model, it is not conducive to mass production, so the model with a bottom plate is adopted.
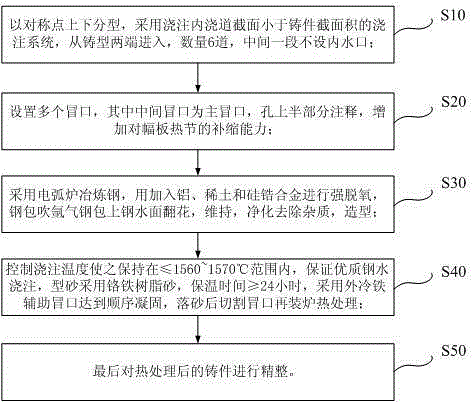
[0039] Gating system: The cross-section of the inner runner is smaller than the cross-sectional area of the casting. Enter from both ends of the mold, the number is 6, and there is no inner nozzle in the middle section.
[0040] Riser setting: the middle riser is the main riser, and the upper half of the hole is injected to increase the feeding capacity of the hot joint of the web. The air outlet riser is set on the rib plate, and the auxiliary rib plate is solidified at the same time. A number of small risers are placed at the hot joint of the crosshead. Ensure that each small hot spot is cast densely.
[0041] Anti-crack...
Embodiment 2
[0049] Process parameters: The shrinkage rate of the longer beam is 1.8% in the length direction, and the remaining 2%. All other accessories are 2%.
[0050] Parting surface: The upper and lower parts are divided into symmetrical points, which is conducive to mold taking and convenient modeling. However, due to the reduced strength of the thin-walled model, it is not conducive to mass production, so the model with a bottom plate is adopted.
[0051] Gating system: The cross-section of the inner runner is smaller than the cross-sectional area of the casting. Enter from both ends of the mold, the number is 6, and there is no inner nozzle in the middle section.
[0052] Riser setting: the middle riser is the main riser, and the upper half of the hole is injected to increase the feeding capacity of the hot joint of the web. The air outlet riser is set on the rib plate, and the auxiliary rib plate is solidified at the same time. A number of small risers are placed at the hot ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com