


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
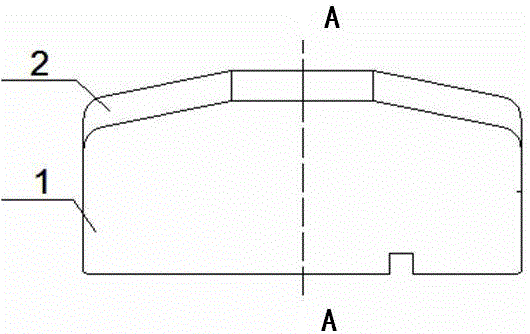
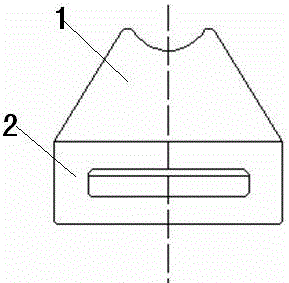
Preparation method for high-hardness hammer head for radial precision forging machine
A high-hardness, precision forging machine technology, applied in coatings, metal material coating processes, etc., can solve the problems of difficult to meet the production requirements of high-performance alloys, easy to produce deformation, fracture and scrap, etc., to achieve dense organization and lower working temperature. , the effect of saving energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] A method for preparing a high-hardness hammerhead for a radial precision forging machine, the specific steps are as follows:
[0031] 1) Matrix forging: the matrix material is 4Cr5MoSiV1 hot forging abrasive steel, its chemical composition: C0.32%, Si0.85%, Mn≤0.40%, Cr4.5%, Mo1.0%, V0.8%, the rest Fe, forging process of hot work die steel: forging temperature is 750°C, forging ratio 2.5; forging annealing process is: 860°C, heat preservation 2h, furnace cooling to 540°C, air cooling;
[0032] 2) Heat treatment of matrix; heat treatment process of 4Cr5MoSiV1 hot work die steel forgings: oil quenching at 1000°C, tempering at 500°C;
[0033] 3) Substrate surface treatment: Grinding and shot blasting the working surface of the substrate; the treatment process uses 40-80 mesh white corundum (HRC70-90), and the treatment time is 1-2 hours;
[0034] 4) Laser cladding on the working surface of the substrate; a. Selection of cladding materials; the material for laser cladding ...
Embodiment 2
[0037] A method for preparing a high-hardness hammerhead for a radial precision forging machine, the specific steps are as follows:
[0038] 1) Matrix forging; the matrix material is 4Cr5MoSiV1 hot forging abrasive steel, its chemical composition: C0.35%, Si0.90%, Mn≤0.40%, Cr4.5%, Mo1.2%, V0.9%, the rest It is Fe; forging process of hot work die steel: forging temperature is 750°C, forging ratio is 2.7; forging annealing process is: 860°C, heat preservation for 2h, furnace cooling to 540°C, air cooling;
[0039] 2) Heat treatment of matrix; heat treatment process of 4Cr5MoSiV1 hot work die steel forgings: oil quenching at 1000°C, tempering at 500°C;
[0040] 3) Substrate surface treatment: Grinding and shot blasting the working surface of the substrate; the treatment process uses 40-80 mesh white corundum (HRC70-90), and the treatment time is 1-2 hours;
[0041] 4) Laser cladding on the working surface of the substrate; a. Selection of cladding materials; the material for la...
Embodiment 3
[0044] A method for preparing a high-hardness hammer head for a radial precision forging machine, the specific steps are as follows:
[0045]1) Matrix forging; the matrix material is 4Cr5MoSiV1 hot forging abrasive steel, its chemical composition: C0.40%, Si1.0%, Mn≤0.40%, Cr4.8%, Mo1.3%, V1.0%, the rest It is Fe; the forging process of hot work die steel: the forging temperature is 800 °C, the forging ratio is 3.0; the annealing process of the forging is: 890 °C, heat preservation for 4 hours, furnace cooling to 540 °C, air cooling;
[0046] 2) Matrix heat treatment; heat treatment process of 4Cr5MoSiV1 hot work die steel forgings: oil quenching at 1050℃, tempering at 550℃;
[0047] 3) Surface treatment of the substrate; grinding and shot peening the working surface of the substrate; 40~80 mesh white corundum (HRC70~90) is used for the treatment process, and the treatment time is 1~2 hours;
[0048] 4) Laser cladding on the working surface of the base body; a. Selection of c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com