Non-copper and nickel acid resistant pipeline steel X52MS and production method of hot-rolled plate coil thereof
A hot-rolled coil and manufacturing method technology, applied in the field of hot-rolled steel, can solve the problems of high production cost, poor product market competitiveness, and high price of pipeline steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A copper-nickel-free acid-resistant pipeline steel X52MS, comprising the following components in weight percent, C: 0.02-0.06wt%, Si: 0.05-0.35wt%, Mn: 1.0-1.4wt%, P≤0.018wt%, S≤ 0.003wt%, Cr: 0.10~0.50wt%, Ti: 0.005~0.10wt%, Nb: 0.005~0.10wt%, V: 0~0.05wt%, others are Fe and unavoidable trace impurities, the actual smelting time is 6 The percentage by weight of the experimental steel composition used in each numbering is as shown in Table 1:
[0027] Table 1 (unit wt%)
[0028] Numbering
C
Si
mn
P
S
Cr
Alt
V
Nb
Ti
Ceq
Pcm
1
0.0335
0.185
1.07
0.0093
0.001
0.167
0.0329
0.0038
0.0305
0.0135
0.23
0.10
2
0.0321
0.189
1.09
0.0087
0.001
0.157
0.0386
0.0036
0.0296
0.0167
0.23
0.10
3
0.033
0.191
1.1
0.0085
0.0009
0.155
0.0414
0.0033
0.0303
0.0151
0.23
0.10
...
Embodiment 2
[0039] A method for manufacturing copper-free and nickel-free acid-resistant pipeline steel X52MS hot-rolled coils, comprising the steps of:
[0040] (1) molten iron pretreatment, ensure that the content of S is less than wt0.004% in the pretreatment process;
[0041] (2) Converter steelmaking, control the content of S at the end of converter smelting to be less than wt0.006%;
[0042] (3) LF furnace refining, the content of S entering the station is less than wt0.0040%;
[0043] (4) RH furnace refining, the mass fraction of S in the RH furnace is controlled to be 8-12ppm, and the Ca / S ratio is greater than 2.0;
[0044] (5) The slab pouring adopts the full-protection pouring technology, adopts the dynamic soft reduction technology at the end of the solidification of the slab, controls the degree of superheat to 10-30°C, and the casting speed to 0.8-1.6m / min;
[0045] (6) Steel slab finishing, using dynamic light pressing at the end of slab solidification, stable superheat, ...
Embodiment 3
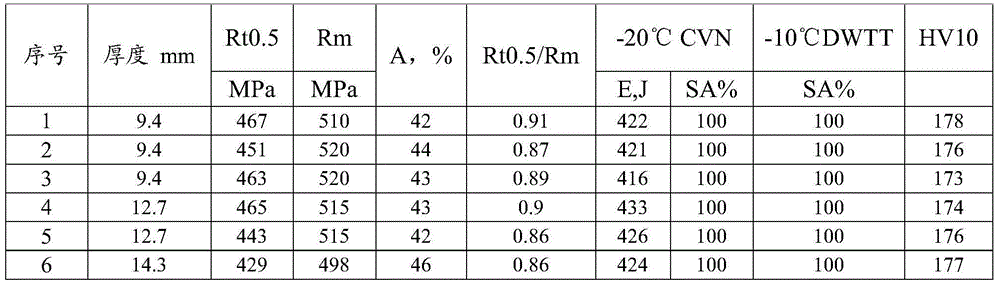
[0056] Carry out the following performance tests on 6 numbered experimental steels:
[0057] Tensile performance test: Rt0.5: 360~530MPa, Rm: ≥ 460MPa, A% ≥ 22;
[0058] Charpy V-notch impact performance test: The test temperature is -20°C, the size of the test steel is 10×10×55mm, the average impact energy of the V-notch sample is ≥300J, and the shear area is 100%.
[0059] DWTT performance test: test temperature -15°C, experimental steel shear area SA≥85%.
[0060] Hardness test: HV10≤240.
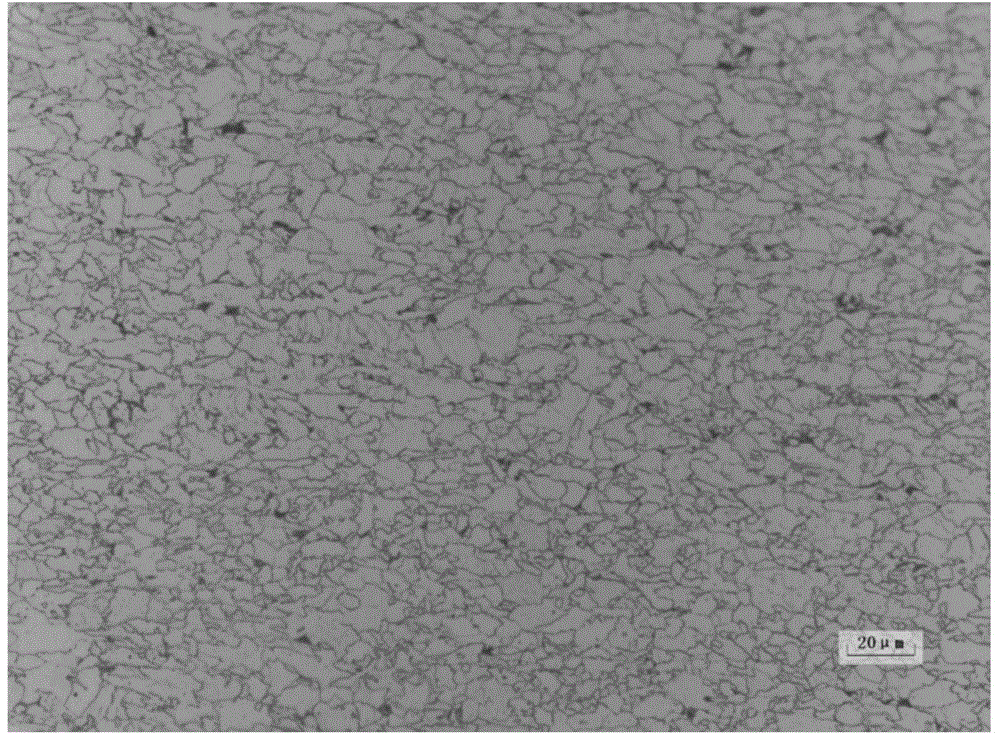
[0061] Metallographic structure: the grain size is 10 or finer.
[0062] The specific test results are shown in Table 3.
[0063] table 3
[0064]
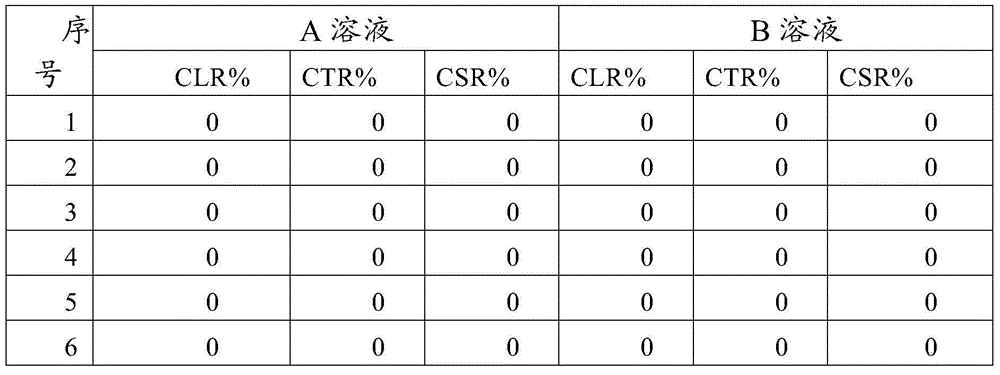
[0065] Anti-HIC performance test: at the 1 / 4, 1 / 2 position and plate edge of the steel plate width of the present invention, get a longitudinal sample respectively, test according to NACE TM0284-96 standard, provide A solution (containing saturated H 2 5% NaCl + 0.5% CH in S 3 COOH solution, PH=3) and B solution (containing saturate...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com