Low-density polyvinyl chloride foaming material and preparation method thereof
A technology for polyvinyl chloride and foaming materials, applied in the field of low-density polyvinyl chloride foaming materials and their preparation, can solve the problems of high cost, low density, poor flame retardant performance, etc. Low, overcoming high cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
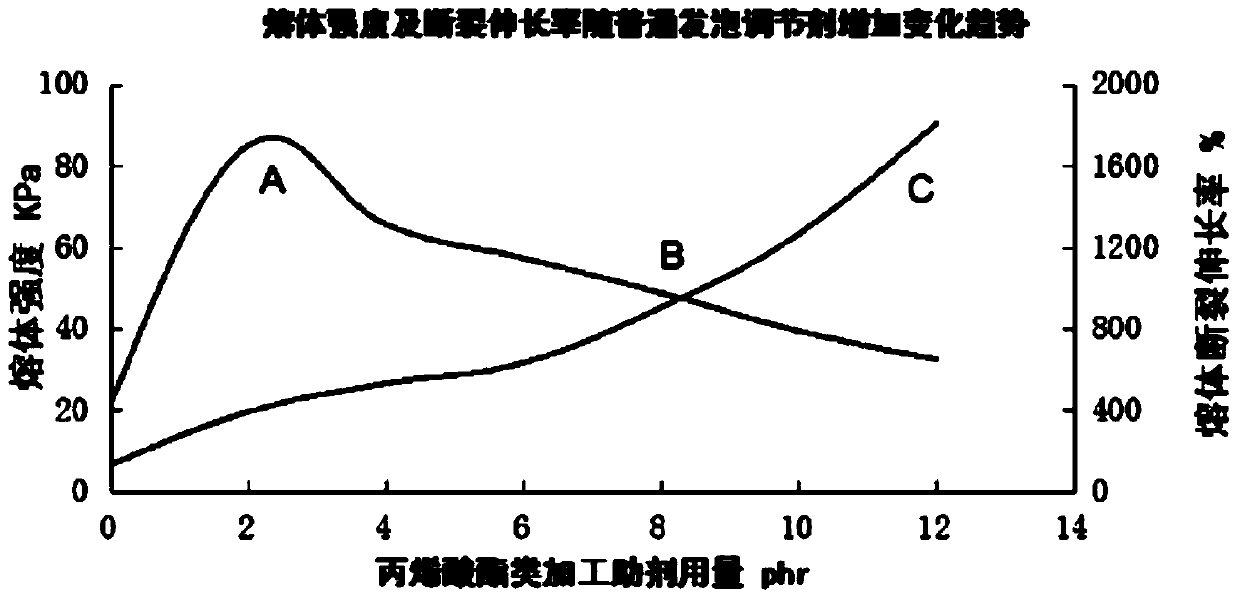
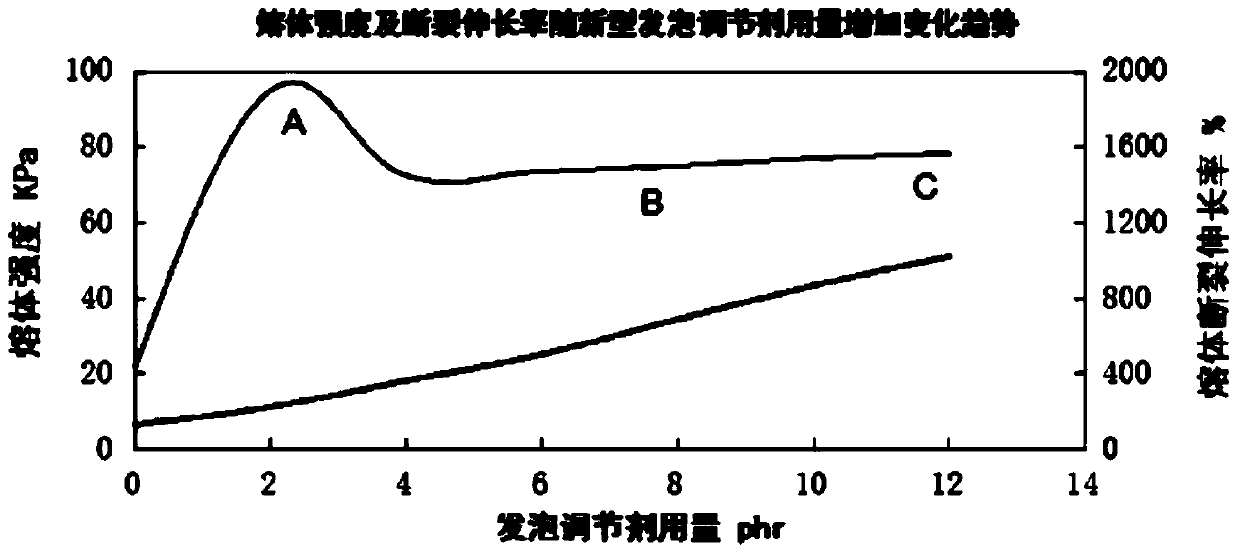
[0094] The foamed material was prepared according to the same preparation method and extrusion process of Comparative Example 1-7, and the melt strength and melt elongation at break were detected according to the testing standard of Comparative Example 1-7. The experimental data are shown in Table 6 and figure 2 , the density of the foamed rod at three points A, B, and C is 0.856, 0.522, and 0.297 g / cm, respectively. 3 .
[0095] Table 6 Melt strength and melt elongation at break data of Comparative Examples 8-14
[0096]
[0097] By Table 6 and figure 2 It can be seen that with the increase of the amount of foaming regulator in the polyvinyl chloride foam formulation, the melt strength gradually increases, and its main advantage is that it can still ensure higher melt elongation at break with the increase of melt strength length. we are at figure 2 Three points A, B and C are marked in the middle, and their effects on the density and cell structure of the foamed rod...
Embodiment 15
[0106] The preparation process of Example 15 is as follows: adding the raw materials of the foaming material into a high-speed mixer, adding polyvinyl chloride resin and organotin stabilizer at 51°C; adding stearic acid, oxidized polyethylene wax, paraffin, Sodium bicarbonate and azodicarbonamide; add lubricating processing aids and foaming regulators at 69°C; add calcium carbonate and titanium dioxide at 74°C, then mix at 108°C, pass through a 40-mesh sieve, and pass through a screw The extruder is melted and extruded, and the barrel temperature of the screw extruder includes a temperature range of 154 ° C, 159 ° C, 164 ° C, 159 ° C and 159 ° C, and the main speed of the screw extruder is 6.5 rpm. The pulling speed during extrusion was 1.8 m / min.
Embodiment 16
[0107] The preparation process of Example 16 is as follows: adding the raw materials of the foaming material into a high-speed mixer, adding polyvinyl chloride resin and calcium-zinc stabilizer at 52° C.; adding paraffin, oxidized polyethylene wax, calcium stearate at 61° C. , potassium bicarbonate and azodicarbonamide; add lubricating processing aids and foaming regulators at 70°C; add calcium carbonate and optical brightener at 76°C, then mix at 106°C and pass through a 40-mesh sieve , melt extruded through a screw extruder, the barrel temperature of the screw extruder includes a temperature range of 156 ° C, 161 ° C, 166 ° C, 161 ° C and 161 ° C, and the main engine speed of the screw extruder is 7.5rpm, The pulling speed during the melt extrusion was 2.2 m / min.
[0108] The melt strength and melt elongation at break were detected according to the testing standards of Comparative Examples 1-7. The experimental data are shown in Table 7. The density and cell structure result...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com