Method for controlling heat crack and residual stress of Fe-based fusion-repair layer via ultrasonic impact
A technology of residual stress and ultrasonic impact, applied in the field of welding, can solve the problems of workpiece life and post-weld processing, difficult to use post-weld heat treatment, cracks, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] The fused layer of Fe302 self-fluxing alloy powder with a thickness of 1mm was subjected to ultrasonic impact treatment. It includes the following steps:
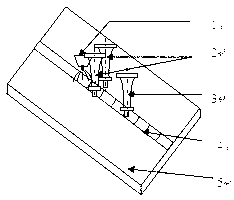
[0022] The first step: the installation of ultrasonic impact guns for controlling thermal cracking: install two rows of ultrasonic impact guns for controlling thermal cracking at a distance of 35mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed. The diameter of the impact head is 3mm. The hardness of the impact needle should be no less than 55HRC;
[0023] Step 2: Installation of the ultrasonic impact gun to control the residual stress: Install an ultrasonic impact gun to control the residual stress 100mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed. The diameter of the impact head is 5mm. The hardness of the needle should be no less than 55HRC;
[0024] The third step: for ...
Embodiment 2
[0028] Ultrasonic impact treatment was performed on the Fe302 self-fluxing alloy powder fused layer with a thickness of 0.5mm. It includes the following steps:
[0029] The first step: the installation of ultrasonic impact guns for controlling thermal cracking: install two rows of ultrasonic impact guns for controlling thermal cracking at a distance of 40mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed, and the impact head diameter is 3mm The hardness of the impact needle should be no less than 55HRC;
[0030] Step 2: Installation of the ultrasonic impact gun that controls the residual stress: Install an ultrasonic impact gun that controls the residual stress at a distance of 110mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed. The diameter of the impact head is 5mm. The hardness of the needle should be no less than 55HRC;
[0031] St...
Embodiment 3
[0035] The 3mm thickness of Fe302 self-fluxing alloy powder fused layer was subjected to ultrasonic impact treatment. It includes the following steps:
[0036] The first step: the installation of ultrasonic impact guns for controlling thermal cracking: install two rows of ultrasonic impact guns for controlling thermal cracking at a distance of 37mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed. The diameter of the impact head is 4mm. The hardness of the impact needle should be no less than 55HRC;
[0037] Step 2: Installation of the ultrasonic impact gun that controls the residual stress: Install an ultrasonic impact gun that controls the residual stress at a distance of 120mm from the front welding torch. The ultrasonic impact gun is perpendicular to the surface of the workpiece to be processed. The diameter of the impact head is 6mm. The hardness of the needle should be no less than 55HRC;
[0038] Step 3:...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com