Manufacturing method of thin-strip continuous casting low-carbon micro-alloy high-strength steel strip
A manufacturing method and technology for high-strength steel, applied in the field of thin strip continuous casting technology, can solve the problems of increasing the floor space of thin strip continuous casting and rolling production lines, increasing investment costs, and reducing the advantages of production lines.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
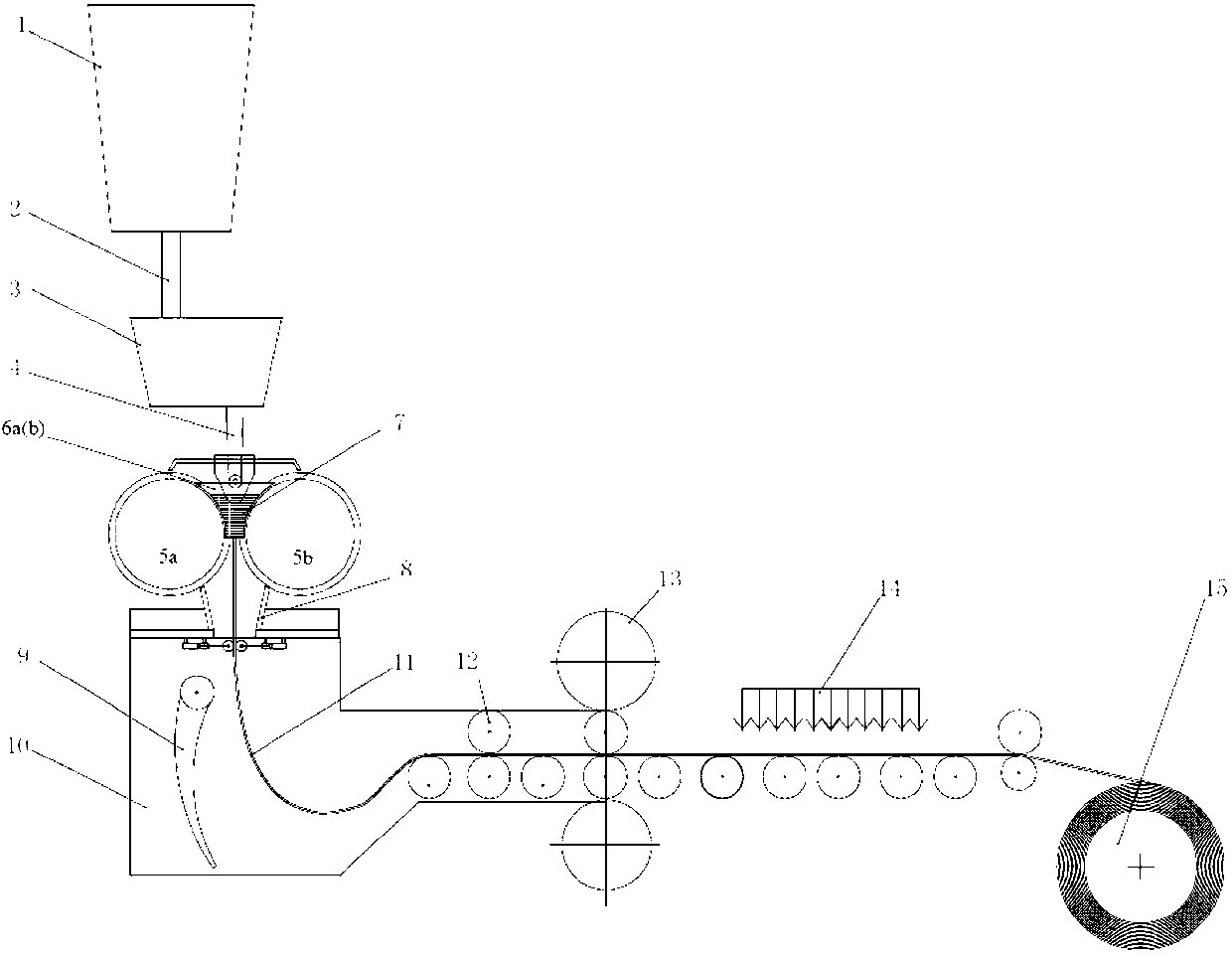
[0089] see figure 1 , the strip continuous casting process of the present invention is: the molten steel in the ladle 1 passes through the long nozzle 2, the tundish 3 and the submerged nozzle 4, and is poured into the water-cooled crystallization roller 5a, 5b and the side seal by two relative rotations. In the melting pool 7 formed by the plates 6a, 6b, a 1-5mm casting belt 11 is formed through the cooling of the water-cooled crystallization roller, and the casting belt passes through the secondary cooling device 8 in the airtight chamber 10 to control its cooling rate. Roller 12 sends cast strip to hot rolling mill 13, forms 0.5-3mm hot rolled strip after hot rolling, then passes through cooling device 14 three times, and then hot rolled strip enters coiler 15. After the steel coil is removed from the coiler, it is naturally cooled to room temperature.
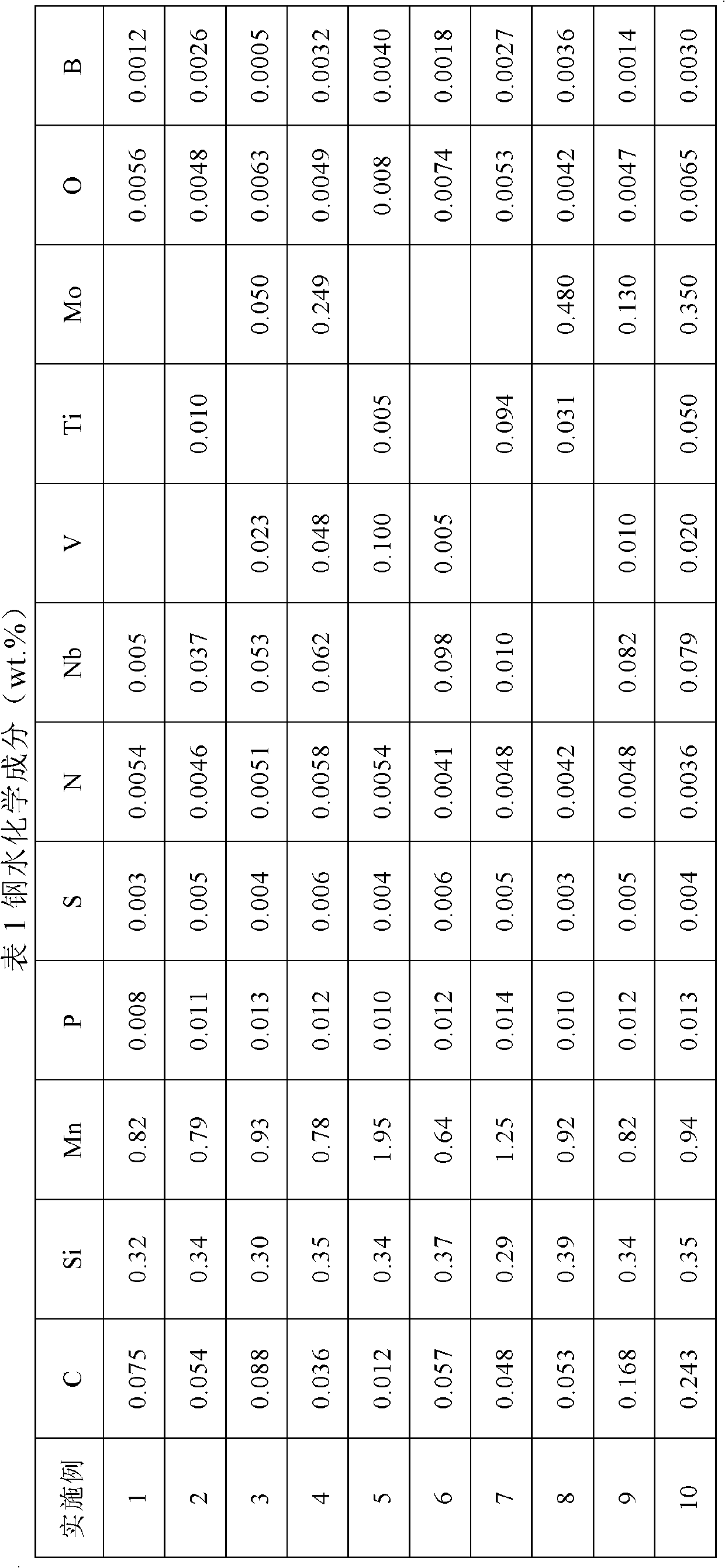
[0090] The molten steels of Examples 1-10 of the present invention were obtained by smelting in an electric furnace, and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com