Casting method of thick and large castings
A technology for large castings and castings, applied in the casting field of castings, can solve the insignificant effect of the difference in the performance of the central part and the surface part of the thick and large castings, affect the performance of the surface parts of the thick and large castings, and increase the carbon content and sulfur content. and other problems, to achieve the effect of refining graphite and pearlite matrix structure, uniform distribution of pearlite matrix structure, and improved graphitization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
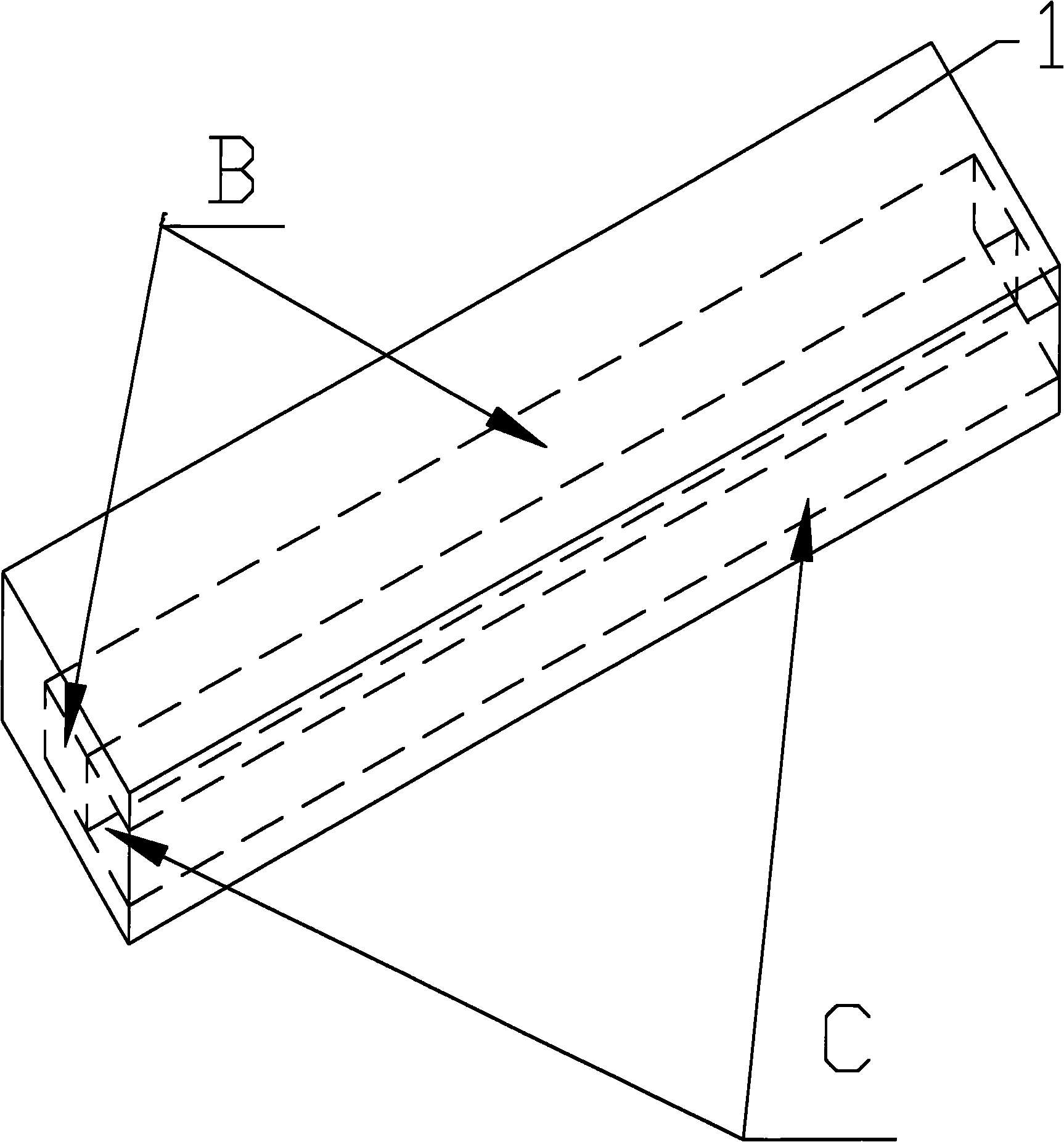
[0009] The present invention will be further described below in conjunction with the accompanying drawings.
[0010] A method for casting thick and large castings, including cupola smelting and molten iron casting. The cupola has a cylindrical furnace body. The shell of the cupola body is made of steel plates. The lower part of the furnace body sits on the base, and there is a charging port on the side of the upper part. There are multiple air inlets on the furnace body, also known as tuyere, and the multiple tuyere ports are evenly distributed along the circumferential direction of the furnace body. The lower part of the tuyere is the hearth, on which there are tapholes and slag outlets. In some occasions, in order to store molten iron, a forehearth for storing molten iron is installed outside the furnace body of the cupola, and the forehearth is connected to the hearth of the cupola. , can discharge molten iron and slag from the forehearth. In the cupola furnace, coke is us...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com