PTFE Membranes and Gaskets Made Therefrom
a technology of expanded ptfe and gaskets, which is applied in the direction of cable terminations, other chemical processes, other domestic articles, etc., can solve the problems of non-porous ptfe gaskets that are generally not conformable enough to effectively seal this type of equipment, large amount of unevenness or lack of flatness associated with flanges, and large amount of flanges. the effect of reducing the number of flanges and reducing the number of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
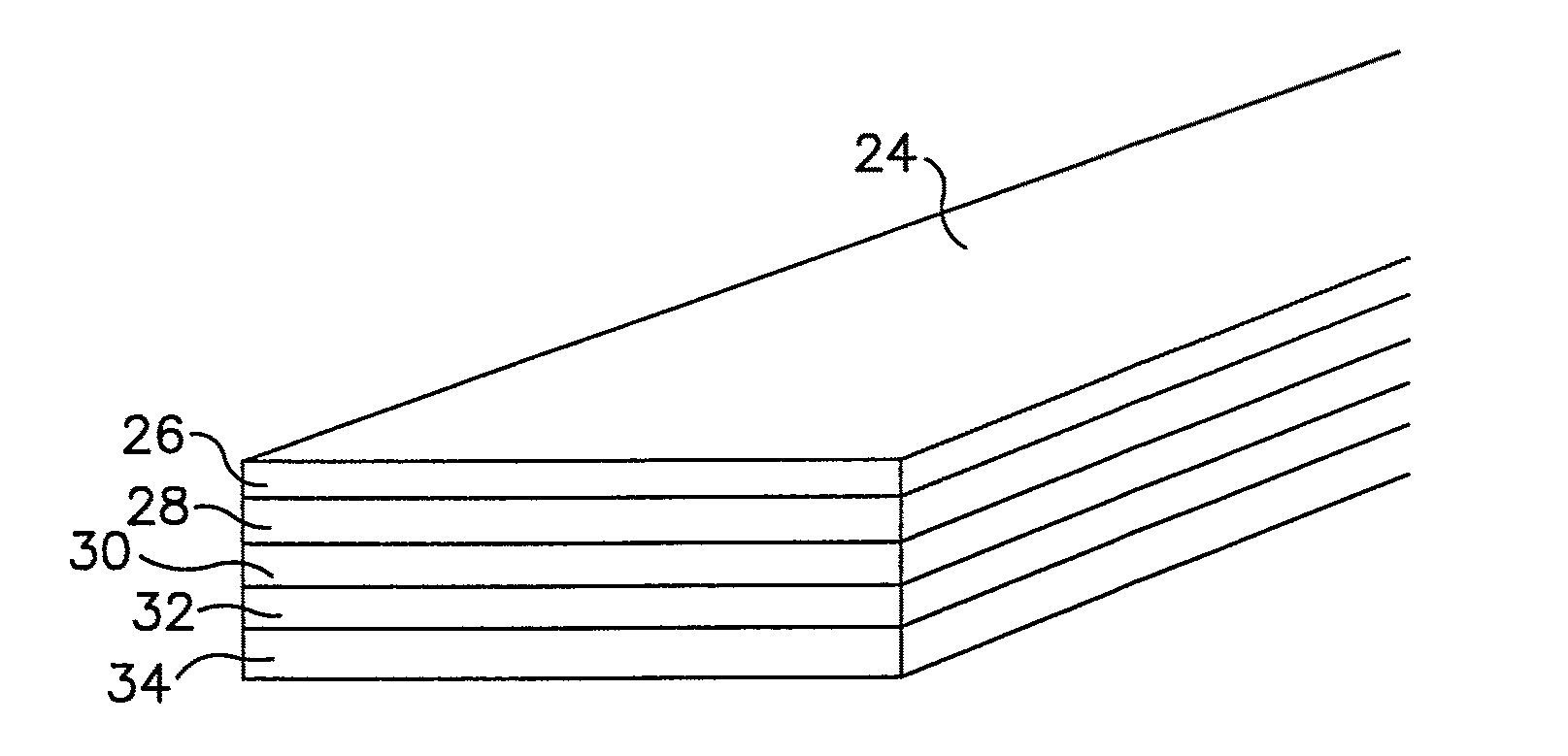
Image

Examples
examples
[0071]The present invention will now be described in conjunction with the following examples which are intended to illustrate the invention, not to limit it. In the examples, the following test methods were used.
Test Methods
DSC Measurement
[0072]Differential Scanning Calorimetry (DSC) was performed to determine the crystalline state of the material both before and after the transverse expansion process. The characterization before transverse expansion is performed to determine the level of heat conditioning that was applied through the machine direction expansion process. The equipment used to perform these measurements was a TA Differential Scanning Calorimeter (Model #2920), calibrated using an appropriate standard, with an attached refrigerated cooling unit (TA RCS Model #991100.901).
[0073]Sample preparation was accomplished by first cutting (using a scalpel or razor blade) a sample weighing approximately 10 milligrams out of the center of the ePTFE membrane web. The balance used ...
example 1
[0115]An expanded PTFE membrane was produced by practicing the following steps in sequence:[0116]1. Blending PTFE fine powder (PTFE 601A, DuPont, Wilmington, Del.) with a lubricant (Isopar K, Exxon, Houston, Tex.) in the proportion of 130 cc / lb[0117]2. Compressing the lubricated powder into a cylindrical shape[0118]3. Paste extruding at a reduction ratio of 135:1[0119]4. Calendering to a thickness of 0.018 inch[0120]5. Drying the tape in a convection oven set to 210° C.[0121]6. Longitudinally stretching the tape between two banks of rollers separated by a 325° C. heat zone[0122]7. Transversely stretching the longitudinally stretched tape in a 335° C. heat zone, while constraining the tape from shrinking in the longitudinal direction[0123]8. Subjecting the stretched tape to a 380° C. heat zone while constrained.
[0124]The stretch rates for the longitudinal and transverse directions were 39.7% / sec and 56.2% / sec, respectively. The stretch ratios for the longitudinal and transverse direc...
example 2
[0127]Another membrane was made in accordance with the process described in Example 1 with the following exceptions. The stretch ratios for the longitudinal and transverse directions were 4.1:1 and 7.6:1, respectively.
[0128]The calendered tape process conditions were the same, yielding approximately the same longitudinal and transverse strengths. The final membrane had matrix tensile strengths in the longitudinal and transverse directions of about 186 MPa and 175 MPa, respectively. The membrane density was 0.38 g / cc. The orientation index was 27.62° and the crystallinity index was 55.06%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com