Preparation of foamed metal sandwich board using clad rolling method
A foam metal and sandwich panel technology, which is applied to metal layered products, metal rolling, metal rolling and other directions, can solve the problems of long preparation process cycle, unsatisfactory combination of foam metal and metal plate, etc., and achieves simple equipment conditions. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
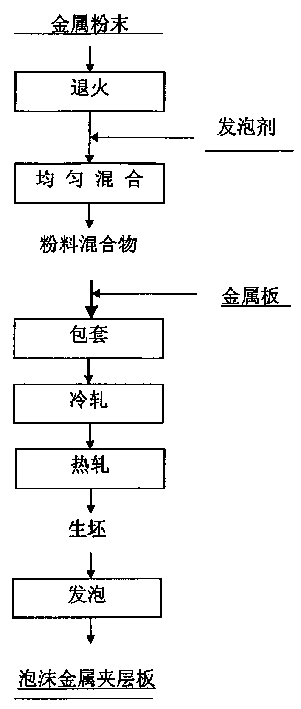
[0031] After annealing AlSi6 aluminum alloy powder, after passing through a 200-mesh sample sieve, it is mixed with titanium hydride of the same particle size (the dosage is 2% of the total mass of the powder mixture) in a ball mill (the ratio of ball to material is 1:1, and the rotation speed is 100 rpm). / min), after grinding the surface of the pure aluminum plate with a thickness of 0.8 mm, it is wrapped with a mixture of metal powder and titanium hydride (the height of the sleeve is 15 mm), cold rolled to a thickness of 5 mm, and then hot rolled at a temperature of 450 ° C. (30% reduction) to 3.5 mm, foaming at 620°C for 10 minutes to obtain aluminum with a thickness of 15-17 mm, a surface layer thickness of 0.6 mm, a pore size of 0.8-2 mm, and a porosity of 60%-70% -Porous foam aluminum sandwich panel.
Embodiment 2
[0033] After annealing 6061 aluminum alloy powder, after passing through a 300-mesh sample sieve, it is mixed with titanium hydride of the same particle size (the dosage is 2% of the total mass of the powder mixture) in a ball mill (the ratio of ball to material is 1:1, and the rotation speed is 120 rpm). / min), after grinding the surface of the pure copper plate with a thickness of 0.6 mm, wrap it with a mixture of metal powder and titanium hydride (the height of the sleeve is 15 mm), cold-rolled to a thickness of 5 mm, and then hot-rolled at a temperature of 500 ° C ( 30% reduction) to 3.5 mm, foaming at 680 degrees for 12 minutes, to obtain copper with a thickness of 15-17 mm, a surface layer thickness of 0.5 mm, a pore size of 1-3 mm, and a porosity of 60%-80% -Porous foam aluminum sandwich panel.
Embodiment 3
[0035] After the H68 copper alloy powder is annealed and passed through a 200-mesh sample sieve, it is mixed with calcium carbonate of the same particle size (the dosage is 3% of the total mass of the powder mixture) in a ball mill (the ratio of ball to material is 1:1, and the rotation speed is 100 rpm). / min), after grinding the surface of Q235 steel plate with a thickness of 0.6 mm, wrap it with a mixture of metal powder and calcium carbonate (the height of the sleeve is 15 mm), cold-rolled to a thickness of 5 mm, and then hot-rolled at a temperature of 700 ° C ( 30% reduction) to 3.5 mm, foaming at 1000°C for 8 minutes, can obtain steel with thickness of 15-17 mm, surface layer thickness of 0.5 mm, pore size of 0.3-0.6 mm, and porosity of 60%-80%- Porous copper foam sandwich panel.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com