Hot die casting water-soluble ceramic core for light alloy investment casting and preparation method of hot die casting water-soluble ceramic core
A ceramic core and investment casting technology, which is applied in casting molding equipment, cores, molds, etc., can solve the problems of drying, long sintering time, large shrinkage, long production cycle, etc., and achieves reduced dosage and good dimensional accuracy. , high precision effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] (1) take by weighing fused corundum powder, potassium sulfate, sodium lauryl sulfate, paraffin, beeswax, polyethylene, stearic acid, graphite powder and oleic acid according to the following parts by weight, wherein, 70 parts by weight of fused corundum powder , 30 parts by weight of potassium sulfate, 1 part by weight of sodium lauryl sulfate, 13 parts by weight of plasticizer, 1 part by weight of graphite powder; polyethylene, 1 part by weight of stearic acid and 2 parts by weight of oleic acid;
[0035] (2) Put the weighed fused corundum powder, potassium sulfate and sodium lauryl sulfate into an oven, dry at a temperature of 110 ° C for 1 hour, and load the dried mixture into the ball mill of the planetary ball mill In the tank, ball-milled for 1.5h at a rotational speed of 250r / min to obtain mixed ceramic powder;
[0036] (3) Add paraffin, beeswax, polyethylene, stearic acid, graphite powder and oleic acid into the stainless steel stirring tank in turn, and the mi...
Embodiment 2
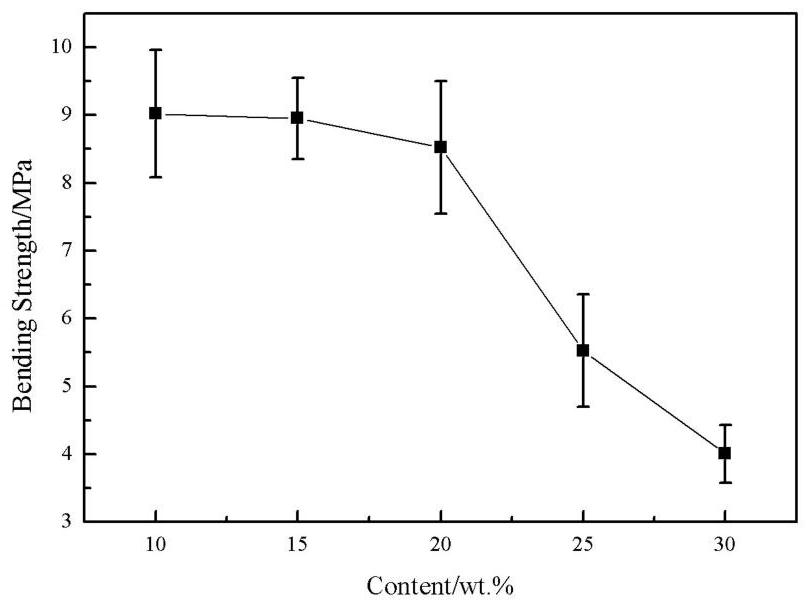
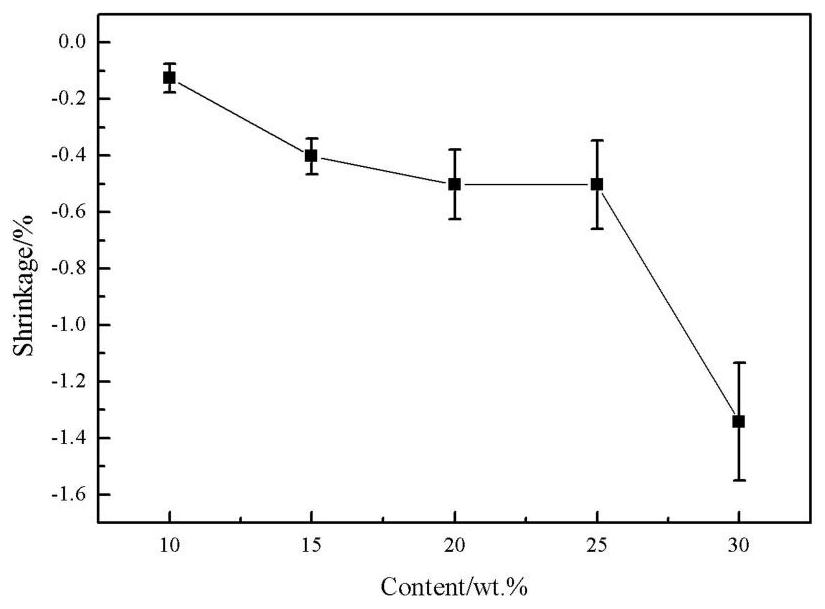
[0040] The influence of the addition amount of potassium sulfate on the performance of the hot die-casting ceramic core was studied. The specific preparation process was the same as that in Example 1, and other parts by weight were unchanged. 7.7 parts by weight, the flexural strength of the hot die-casting ceramic core is as figure 2 shown, the shrinkage is as image 3 As shown, the mass loss rate of dissolving in a water bath at 80 °C for 6 h is as follows Figure 4 shown.
[0041] figure 2 The relationship between the flexural strength of the ceramic core and the amount of potassium sulfate added is given by figure 2 It can be seen that with the increase of potassium sulfate addition, the flexural strength of the ceramic core decreases continuously; it can be adjusted according to actual needs.
[0042] image 3 is the relationship between the shrinkage rate of the ceramic core and the amount of potassium sulfate added, from image 3 It can be seen that with the in...
Embodiment 3
[0045] (1) take by weighing fused corundum powder, potassium sulfate, sodium lauryl sulfate, paraffin, beeswax, polyethylene, stearic acid, graphite powder and oleic acid according to the following parts by weight, wherein, 80 parts by weight of fused corundum powder , 20 parts by weight of potassium sulfate, 2 parts by weight of sodium lauryl sulfate, 12 parts by weight of plasticizer, 1 part by weight of graphite powder; polyethylene, 2 parts by weight of stearic acid and 1 part by weight of oleic acid;
[0046] (2) Put the weighed fused corundum powder, potassium sulfate and sodium lauryl sulfate into an oven, dry at a temperature of 120 ° C for 1 hour, and put the dried mixture into the ball mill of the planetary ball mill In the tank, ball-milled for 2 hours at a rotational speed of 300 r / min to obtain mixed ceramic powder;
[0047] (3) Add paraffin, beeswax, polyethylene, stearic acid, graphite powder and oleic acid into the stainless steel mixing tank successively, and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Bending strength | aaaaa | aaaaa |
| Bending strength | aaaaa | aaaaa |
| Bending strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com