


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
102-grade steel cord, 102-grade cord steel wire rod and production method of 102-grade cord steel wire rod
A production method and cord steel technology, which is applied in the field of iron and steel smelting, can solve the problems of high difficulty in steel cord manufacturing, high rate of broken wires in drawing, and high rate of broken wires in twisted strands, so as to reduce the size of inclusions and increase the carbon content , The effect of uniform structure of the wire rod
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

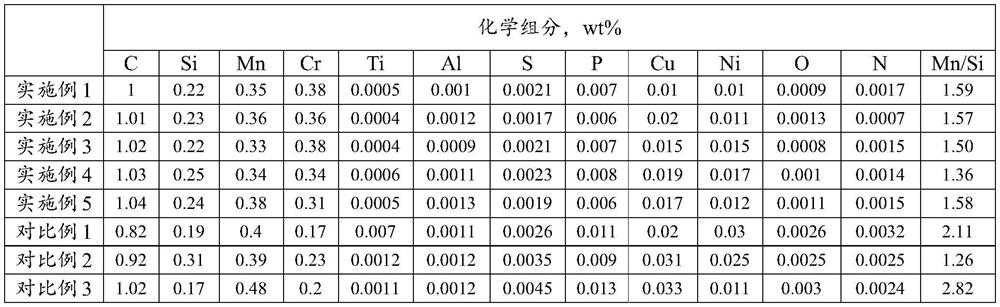
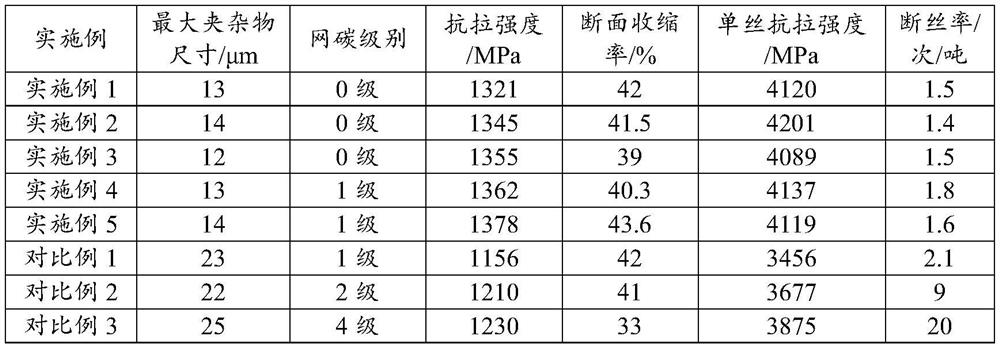
Examples
Embodiment 1
[0059] (1) The stage of steel smelting, including the following processes carried out in sequence:
[0060] (1) Hot metal pre-desulfurization
[0061]The blast furnace slag in the molten iron ladle is removed before desulfurization, and the slag removal rate is 81%. The blast furnace molten iron is used for desulfurization in the KR desulfurization device. ≤0.04%, Ti≤0.04%, Si 0.20~0.60%, P≤0.10%, the rest is Fe and other unavoidable impurities, and the S content in the hot metal after pre-desulfurization is 0.0013%.
[0062] (2) Converter smelting
[0063] The pretreated molten iron is sent to the converter and mixed with scrap steel to form molten steel, and desiliconization, dephosphorization, oxygen blowing and decarburization are carried out; among them, the proportion of molten iron in the molten steel is 86%, and the scrap steel is made of high-quality scrap steel. The above-mentioned high-quality steel scrap meets: thickness ≥ 2cm, S ≤ 0.02%, P ≤ 0.02%. % when addin...
Embodiment 2
[0082] (1) The stage of steel smelting, including the following processes carried out in sequence:
[0083] (1) Hot metal pre-desulfurization
[0084] The blast furnace slag in the ladle is removed before desulfurization, and the slag removal rate is 84%. The blast furnace hot metal is used for desulfurization in the KR desulfurization device. ≤0.04%, Ti≤0.04%, Si 0.20~0.60%, P≤0.10%, the rest is Fe and other unavoidable impurities, and the S content in the hot metal after pre-desulfurization is 0.0015%.
[0085] (2) Converter smelting
[0086] The pretreated molten iron is sent to the converter and mixed with scrap steel to form molten steel, and desiliconization, dephosphorization, oxygen blowing and decarburization are carried out; among them, the proportion of molten iron in the molten steel is 86%, and the scrap steel is made of high-quality scrap steel. The above-mentioned high-quality steel scrap meets: thickness ≥ 2cm, S ≤ 0.02%, P ≤ 0.02%. % when adding the rest of...
Embodiment 3
[0105] (1) The stage of steel smelting, including the following processes carried out in sequence:
[0106] (1) Hot metal pre-desulfurization
[0107] The blast furnace slag in the molten iron ladle is removed before desulfurization, and the slag removal rate is 89%. The blast furnace molten iron is used for desulfurization in the KR desulfurization device, and the blast furnace molten iron satisfies the following requirements before desulfurization: temperature 1360°C, C 4.0-4.5%, S ≤0.04%, Ti≤0.04%, Si 0.20~0.60%, P≤0.10%, the rest is Fe and other unavoidable impurities, and the S content in the hot metal after pre-desulfurization is 0.002%.
[0108] (2) Converter smelting
[0109] The pretreated molten iron is sent to the converter and mixed with scrap steel to form molten steel, and desiliconization, dephosphorization, and oxygen blowing decarburization are carried out; among them, the proportion of molten iron in the molten steel is 84%, and the scrap steel is made of hi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com