Machining method for spare part of punch pin
A processing method and technology for spare parts, applied in the direction of metal processing equipment, manufacturing tools, grinding workpiece supports, etc., can solve the problems of long processing cycle, slow grinding progress, low efficiency, etc., and achieve good forming effect, simple processing, and high efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The technical solutions of the present invention will be further described below in conjunction with the accompanying drawings and through specific implementation methods.
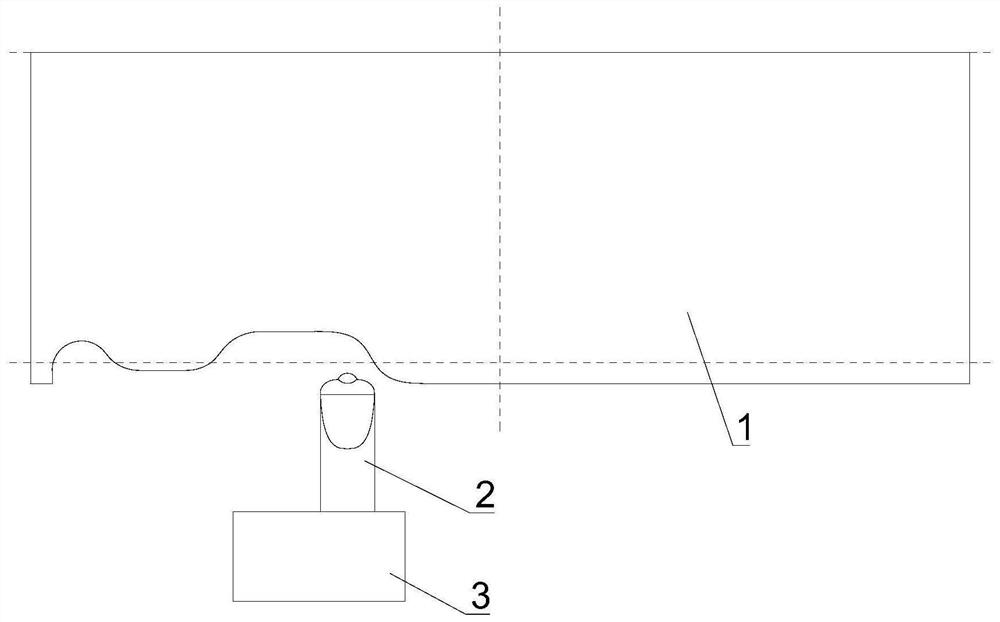
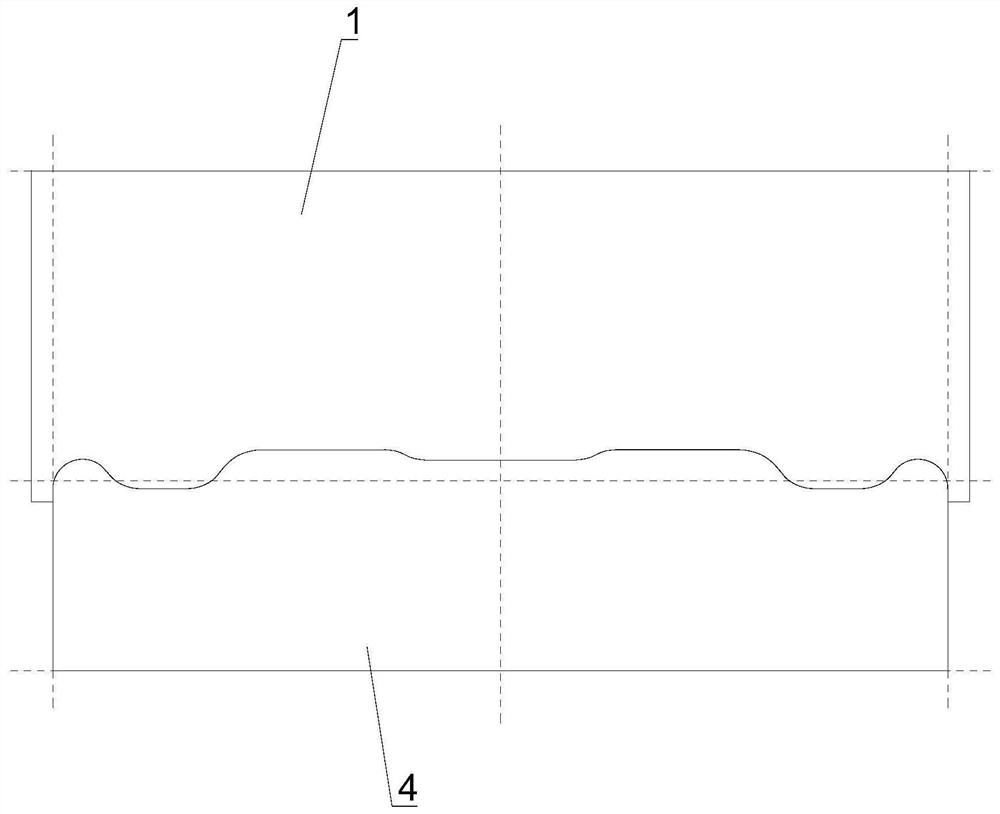
[0022] see figure 1 with 2 As shown, the present embodiment provides a processing method for punch spare parts, comprising steps:
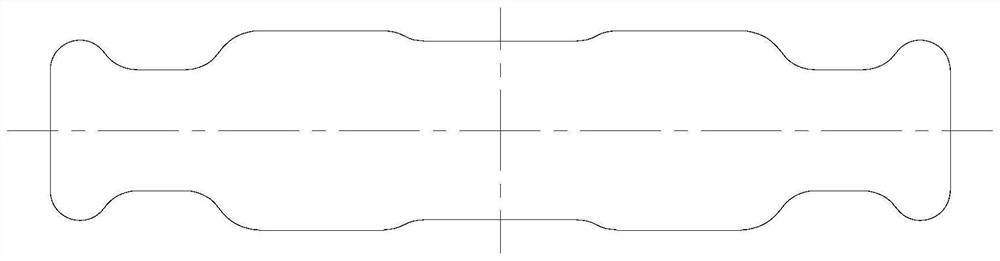
[0023] Step 1: Obtain the required grinding wheel profile according to the graphics of the parts to be processed.
[0024] The graphics of the parts are drawn by computer software, the corresponding coordinates of the track points of the grinding wheel profile are measured, and the moving track of the diamond pen 2 is reasonably designed. It should be noted that when calculating the point coordinates, the overcut of the grinding wheel should be considered, otherwise it is easy to produce unqualified products during processing.
[0025] Step 2: Use diamond pen 2 to trim the forming grinding wheel 1 of the target profile.
[0026] Diamond pen 2 is installed on the fi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com