A kind of porous Cu-SN based ultra-thin grinding wheel for chip scribing and its preparation method
A porous, cu-sn technology, used in manufacturing tools, metal processing equipment, grinding/polishing equipment, etc., can solve the problem that ultra-thin grinding wheel thinning is difficult to carry out, cannot further improve the cutting quality, and reduce the self-efficacy of ultra-thin grinding wheels. Sharpening ability and other problems, to achieve the effect of improving self-sharpening ability, improving cutting quality, and improving abrasive holding force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
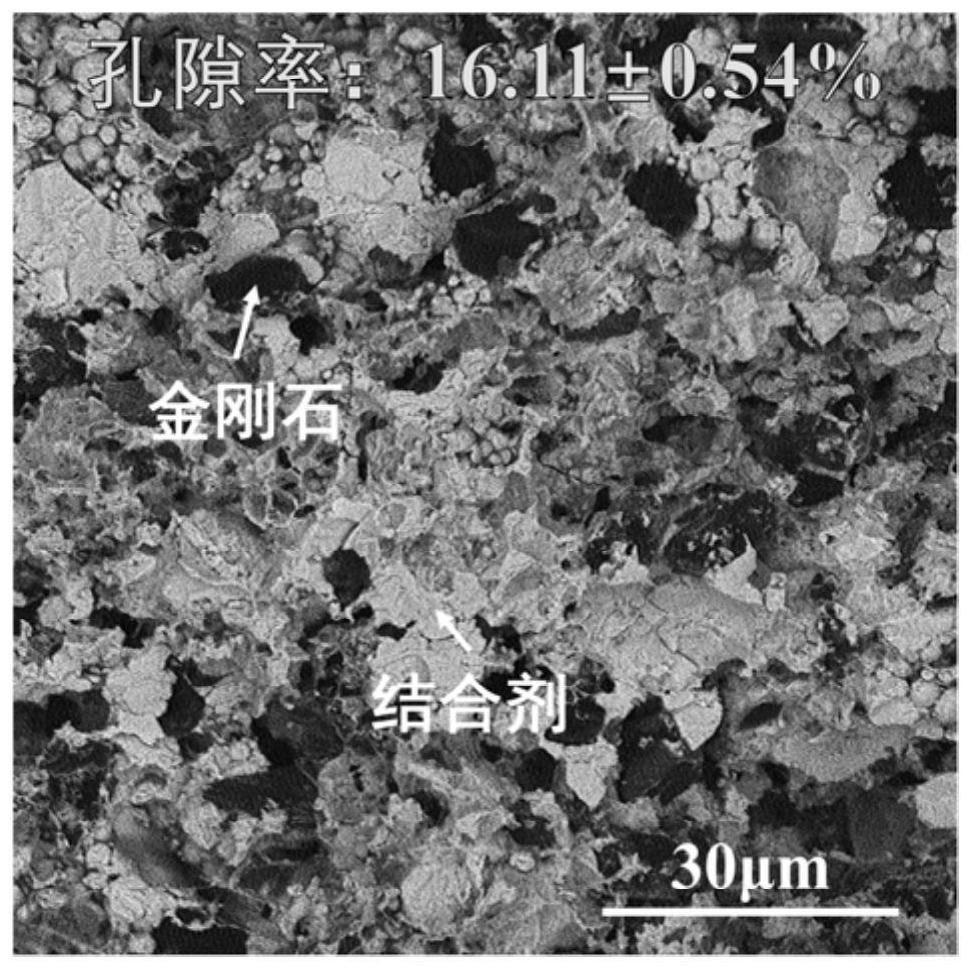
[0023] Chip slicing with porous Cu-Sn base ultra-thin grinding wheel preparation method, the ultra-thin grinding wheel is composed of superhard abrasive and metal-based carcass, the ultra-thin grinding wheel is a porous structure; the superhard abrasive is diamond; the superhard abrasive accounts for the volume content ratio of the ultra-thin grinding wheel is 60%, the abrasive particle size is 9 ~ 12μm; the metal-based carcass is Cu-Sn-Ti alloy The Cu-Sn-Ti alloy has a metal Sn content of 15wt.%, a metal Ti content of 10wt.%, a metal Cu as a margin, and the particle size of each metal powder is 9~12μm;
[0024] The specific steps of its preparation method are as follows:
[0025] (1) Material preparation: first accurately weigh Cu powder, Sn powder, Ti powder and super hard abrasive micronizer, put into the three-dimensional vortex mixer for material mixing for 4 hours, and then through the 200 mesh screen; then add glue according to the 6% mass ratio, stir and mix until there is...
Embodiment 2
[0032] Chip scribing with porous Cu-Sn base ultra-thin grinding wheel preparation method, the ultra-thin grinding wheel consists of superhard abrasive and metal-based carcass, the ultra-thin grinding wheel is a porous structure; the superhard abrasive is cubic boron nitride The superhard abrasive accounts for the volume content ratio of the ultra-thin grinding wheel is 12.5%, the abrasive particle size is 3 ~ 5μm; the metal-based carcass is Cu-Sn-Ti alloy; the Cu-Sn-Ti alloy in the metal Sn content is 20wt.%, the metal Ti content is 10wt.%, the metal Cu is the margin, and the particle size of each metal powder is 7 ~ 8μm;
[0033] The specific steps of its preparation method are as follows:
[0034] (1) Material preparation: first accurately weigh Cu powder, Sn powder, Ti powder and super hard abrasive micronizer, put into the three-dimensional vortex mixer for material mixing for 4 hours, and then through the 200 mesh screen; then add glue according to the 6% mass ratio, stir and...
Embodiment 3
[0041] Chip slicing method for cutting a porous Cu-Sn base ultra-thin grinding wheel, the ultra-thin grinding wheel is composed of super-hard abrasive and metal-based carcass, the ultra-thin grinding wheel is a porous structure; the super-hard abrasive is diamond; the superhard abrasive accounts for the volume content ratio of the ultra-thin grinding wheel is 25%, the abrasive particle size is 9 ~ 12μm; the metal-based carcass is Cu-Sn-Ti alloy The metal Sn content in the Cu-Sn-Ti alloy is 35wt.%, the metal Ti content is 6wt.%, the metal Cu is the margin, and the particle size of each metal powder is 9~12μm;
[0042] The specific steps of its preparation method are as follows:
[0043] (1) Material preparation: first accurately weigh Cu powder, Sn powder, Ti powder and super hard abrasive micronizer, put into the three-dimensional vortex mixer for material mixing for 3 hours, and then through the 140 mesh screen; then add glue according to the 4% mass ratio, stir and mix until the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com