A kind of blade root reinforced composite ceramic turbine blade and its integrated molding method
A composite ceramic and turbine blade technology, applied in the field of turbine blade manufacturing, can solve the problems of high requirements for matching brushing process, poor universality, low yield, etc., achieve good stress corrosion resistance, reduce shrinkage differences, and anti-resonance. Excellent performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
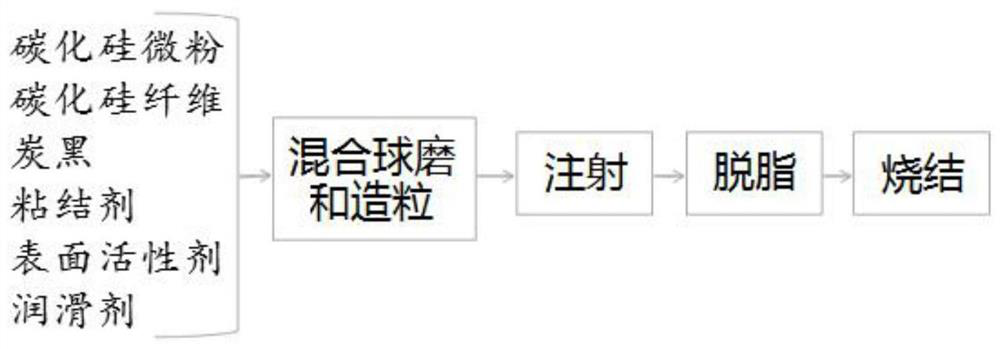
[0054] In parts by mass, 65 parts of silicon carbide micropowder with a particle size of 3 μm, 30 parts of silicon carbide fibers with a length of 2 μm and a diameter of 1 μm, 5 parts of carbon black with a particle size of 0.5 μm, 15 parts of high-density polyethylene, 10 parts of 75 parts of stearic acid and 75 parts of paraffin were mixed, and the ball mill was mixed for 5 hours at a material-to-ball ratio of 3:1 and 375 rpm. The resulting ball abrasive was placed in a granulator, and granulated at 170 ° C for 2 hours to obtain a particle size of 1 μm. injection material;
[0055] After the obtained injection material is melted in a cavity of an injection molding machine at 185°C, it is injected into a turbine blade mold under a pressure of 125 MPa for molding to obtain a green body;
[0056] The obtained green body was soaked in kerosene at 60°C for 8 hours for solvent degreasing, dried at 80°C for 2 hours, and then placed in a tube furnace at 400°C for 2 hours under argon...
Embodiment 2
[0066] In parts by mass, 65 parts of silicon carbide micropowder with a particle size of 3 μm, 30 parts of silicon carbide fibers with a length of 2 μm and a diameter of 1 μm, 5 parts of carbon black with a particle size of 0.5 μm, 24 parts of polypropylene, 12 parts of hard Fatty acid and 64 parts of paraffin were mixed, and the ball mill was mixed for 5 hours at a material-to-ball ratio of 4:1 and 350 rpm. injection material;
[0067] After the obtained injection material is melted in the cavity of an injection molding machine at 170 ° C, it is injected into a turbine blade mold under a pressure of 135 MPa for molding to obtain a green body;
[0068] The obtained green body was soaked in 50°C kerosene for 8 hours for solvent degreasing, dried at 80°C for 2 hours, and then placed in a 400°C tube furnace for 2 hours under argon for thermal degreasing to obtain a degreasing product;
[0069] The obtained degreased product was sintered at 1500° C. for 3 hours to obtain the blad...
Embodiment 3
[0072] In parts by mass, 65 parts of silicon carbide micropowder with a particle size of 3 μm, 30 parts of silicon carbide fibers with a length of 2 μm and a diameter of 1 μm, 5 parts of carbon black with a particle size of 0.5 μm, 15 parts of high-density polyethylene, 10 parts of 75 parts of stearic acid and 75 parts of paraffin wax were mixed, and the ball mill was mixed for 5 hours at a material-to-ball ratio of 5:1 and 350 rpm. injection material;
[0073] After the obtained injection material is melted in a cavity of an injection molding machine at 175°C, it is injected into a turbine blade mold under a pressure of 135 MPa for molding to obtain a green body;
[0074] The obtained green body was soaked in 50°C kerosene for 8 hours for solvent degreasing, dried at 90°C for 4 hours, and then placed in a 400°C tube furnace for 2 hours under argon for thermal degreasing to obtain a degreasing product;
[0075] The obtained degreased product was sintered at 1500° C. for 3 hou...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com