Longitudinal Hole Forming Method and Thermal Barrier Coatings Based on Inverse Deformation of Layered Thermal Barrier Coatings
A technology of thermal barrier coating and reverse deformation, applied in coating, metal material coating process, fusion spraying, etc., can solve the problem of weakening of coating heat insulation, increasing pore-forming stress, and inevitable sintering and densification of coating and other issues to achieve the effect of improving service life, prolonging service life and high strain tolerance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] A low-temperature longitudinal pore forming method based on a reverse deformation high thermal insulation layered thermal barrier coating, comprising the following steps:
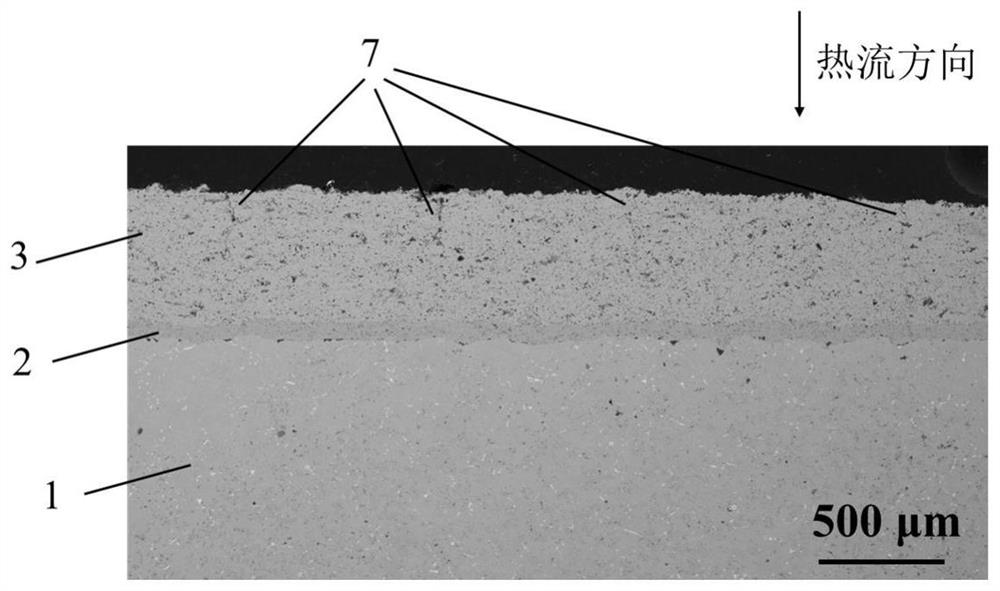
[0050] In step 1, a disk-shaped nickel-based superalloy is selected as the metal substrate 1. The diameter of the disk-shaped nickel-based superalloy is 25.4 mm, the thickness is 3 mm, and the model is Inconel738. A metal bonding layer 2 with a thickness of 80 μm is prepared on the upper surface of the metal substrate 1 by a plasma spraying process. The material of the metal bonding layer 2 is spherical NiCoCrAlTaY powder with a particle size of 10 μm˜50 μm. The spraying power is 35kW, the main gas argon is 40L / min, the auxiliary gas hydrogen is 7L / min, the spraying distance is 120mm, and the gun speed is 600mm / s.
[0051] In step 2, a 500 μm ceramic thermal insulation layer 3 is prepared on the metal bonding layer 2 by a plasma spraying process. The powder of the ceramic coating is yttria-stabiliz...
Embodiment 2
[0057] The difference between this example and Example 1 is that in step 3.2, the water flow pressure used is 21MPa, the obtained longitudinal pore depth is 30% to 60% of the coating thickness, and the pore spacing is 0.6 times to 40% of the coating thickness. times.
Embodiment 3
[0059] The difference between this embodiment and Embodiment 1 is that in step 1, a metal bonding layer 2 with a thickness of 50 μm is deposited on the metal substrate 1, and in step 2, a ceramic bonding layer 2 with a thickness of 200 μm is deposited on the metal bonding layer 2. Insulation layer 3. In step 3, the thermal barrier coating and the metal substrate 1 are simultaneously heated to 200° C. within 3 minutes, and then the metal substrate 1 is continuously heated to 600° C. At the same time, the flow velocity is 50 m / s and the pressure is 5 MPa. For the ceramic heat insulating layer 3, the temperature difference between the ceramic heat insulating layer 3 and the metal base 1 is 550°C after the temperature is raised.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com