A kind of processing method of inclined plate
A processing technology and sloping plate technology, applied in metal material coating technology, manufacturing tools, furnaces, etc., can solve the problems of high forming geometric size requirements, poor rebound control, and high material rebound, and achieve high processing efficiency. , The effect of effective control of geometric dimensions and stable process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] EXAMPLIC A Treatment Process Method of a slanted plate, which uses SPCC material and a thickness T = 3 mm tape, which includes the following steps:
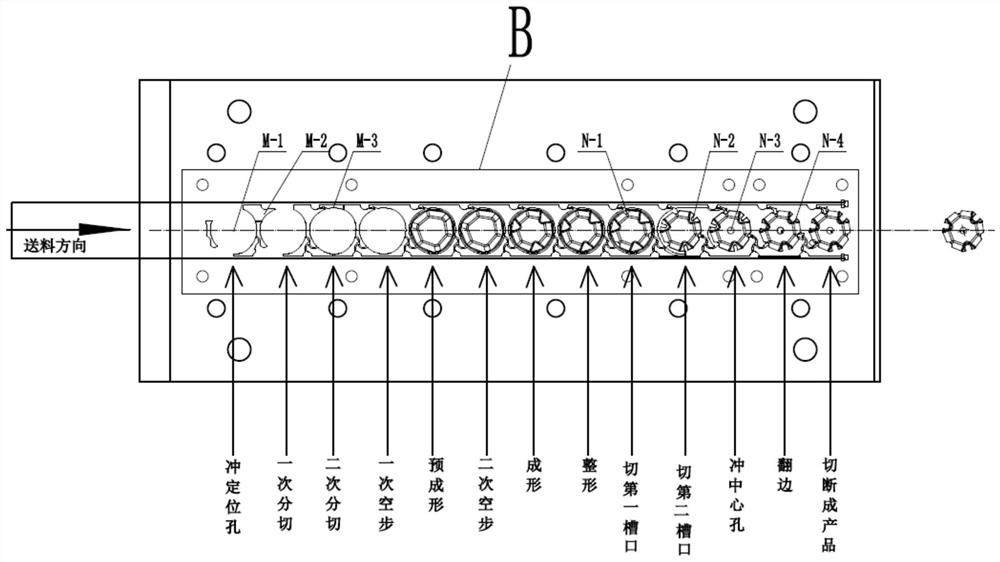
[0049] (A) Continuous mold stamping formation, you can see Figure 4-5 It is sequentially processed
[0050] 1) Position hole M-1:
[0051] 2) Split M-2 once;
[0052] 3) Secondary slit M-3;
[0053] 4) once a vacant;
[0054] 5) Pre-formation;
[0055] 6) Secondary air step;
[0056] 7) forming;
[0057] 8) Plastic surgery;
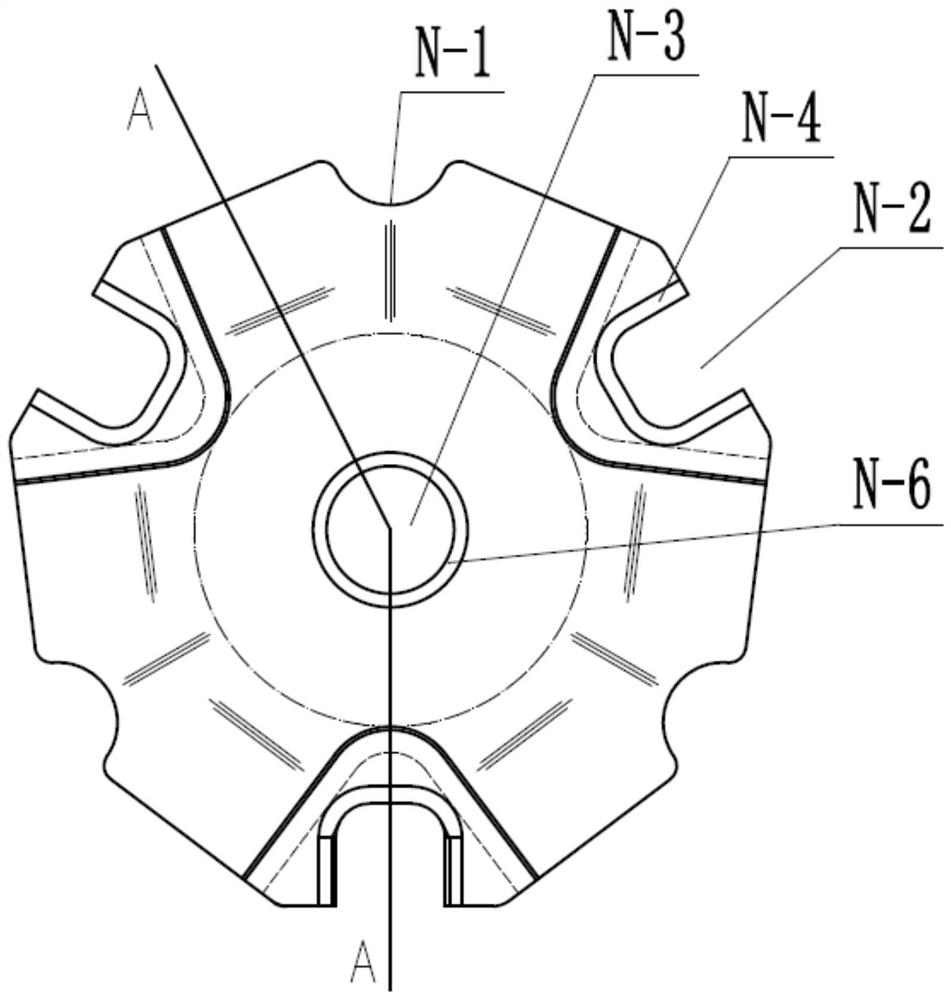
[0058] 9) Take the first slot N-1;
[0059] 10) Take the second slot N-2;
[0060] 11) Rushing center hole N-3;
[0061] 12) turn N-4;
[0062] 13) Cut off into a product
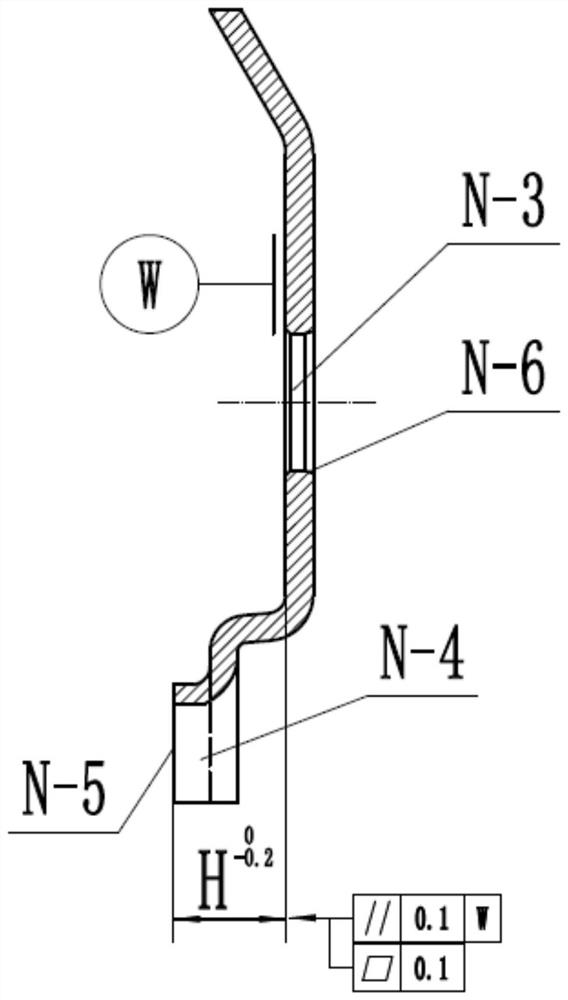
[0063] (B) N-5 on the car (see Figure 1-2 );
[0064] (C) central hole hole chamfer N-6 (see Figure 1-2 );
[0065] (D) Roller grinding;
[0066] (E) heat treatment;
[0067] (F) shot pill;
[0068] (G) test;
[0069] (H) Cleaning rust;
[0070] (I) Packaging into the library.
[0071] Preferably, the (d) roller grinding includes the f...
Embodiment 2
[0079] Example 2: Processing method of a sloping plate, which uses SPCC material and a thickness T = 3 mm tape, which includes the following steps:
[0080](A) a continuous press forming die, see Figure 4-5 Which process comprises sequentially
[0081] 1) positioning hole punch M-1:
[0082] 2) a cut M-2;
[0083] 3) the secondary cutting M-3;
[0084] 4) once a vacant;
[0085] 5) Pre-formation;
[0086] 6) Secondary air step;
[0087] 7) forming;
[0088] 8) Plastic surgery;
[0089] 9) a first cut notches N-1;
[0090] 10) a second notch cut N-2;
[0091] 11) the center hole punched N-3;
[0092] 12) flanging N-4;
[0093] 13) Cut off into a product
[0094] (B) car face N-5 (see Figure 1-2 );
[0095] (C) the central bore hole chamfering N-6 (see, Figure 1-2 );
[0096] (D) Roller grinding;
[0097] (E) heat treatment;
[0098] (F) shot pill;
[0099] (G) test;
[0100] (H) Cleaning rust;
[0101] (I) packaging and storage.
[0102] Preferably, the (D) comprises barrel polishi...
Embodiment 3
[0110] Example III: A method for processing the swash plate, the swash plate SPCC using material and thickness t = 3mm material processing, characterized by comprising the steps of:
[0111] (A) a continuous press forming die, see Figure 4-5 Which process comprises sequentially
[0112] 1) positioning hole punch M-1:
[0113] 2) a cut M-2;
[0114] 3) the secondary cutting M-3;
[0115] 4) once a vacant;
[0116] 5) Pre-formation;
[0117] 6) Secondary air step;
[0118] 7) forming;
[0119] 8) Plastic surgery;
[0120] 9) a first cut notches N-1;
[0121] 10) a second notch cut N-2;
[0122] 11) the center hole punched N-3;
[0123] 12) flanging N-4;
[0124] 13) Cut off into a product
[0125] (B) car face N-5 (see Figure 1-2 );
[0126] (C) the central bore hole chamfering N-6 (see, Figure 1-2 );
[0127] (D) Roller grinding;
[0128] (E) heat treatment;
[0129] (F) shot pill;
[0130] (G) test;
[0131] (H) Cleaning rust;
[0132] (I) packaging and storage.
[0133] Preferabl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com