Vertical type centrifugal precision-casting method for light titanium aluminum turbine
A vertical centrifugal and turbine technology, applied in the field of lightweight titanium-aluminum turbine casting, can solve the problems of under-casting of blades, incomplete filling, incomplete filling of thin-walled blades, etc., and achieve the effect of ensuring shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
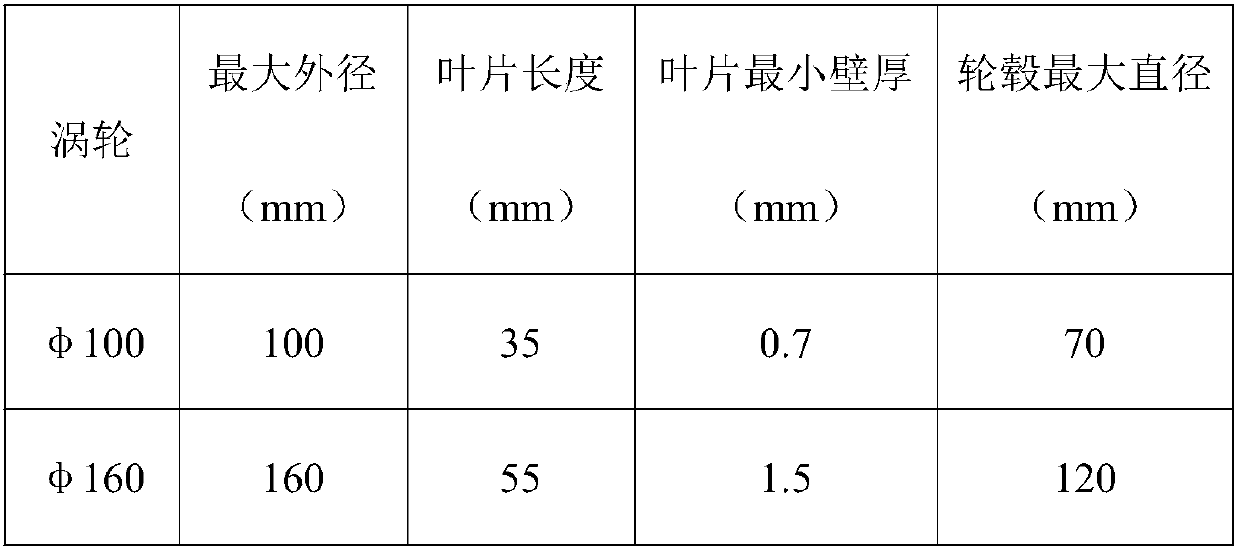
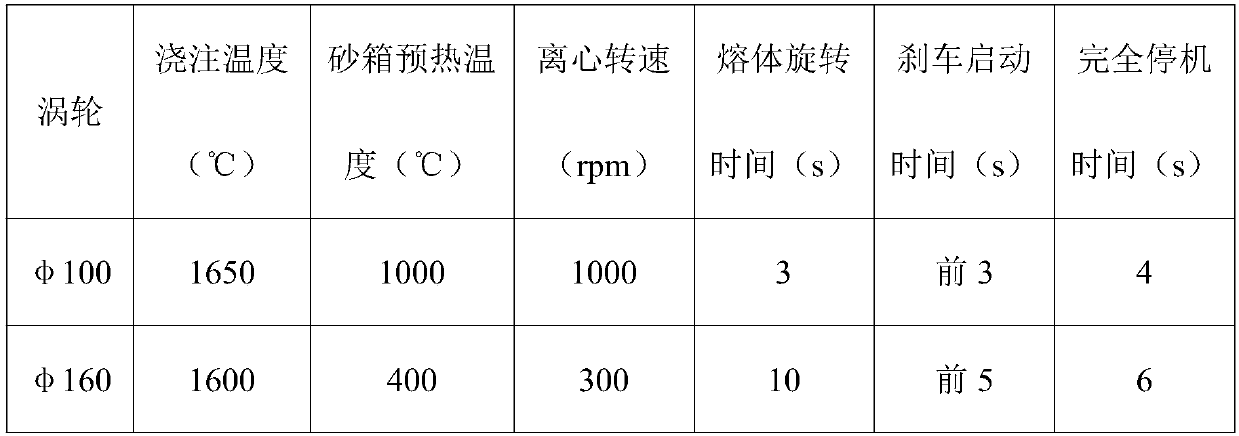
[0034]The outer diameter of the turbine used is 100mm, the length of the blade is 35mm, the minimum thickness is about 0.7mm, and the maximum diameter of the hub is selected. The main process parameters are as follows: the pouring temperature is 1650°C, the preheating temperature of the sand box is 1000°C, the centrifugal speed is 1000rpm, and the melt is rotated The time is 3 seconds, the brake start time is 3 seconds before the end of centrifugal pouring, and the complete stop time is 4 seconds. Using the above process, all the blades of the cast turbine castings are uniformly filled and complete, and no loose defects exceeding 100 μm are found in the hub part under a 100 times optical microscope.
Embodiment 2
[0036] The outer diameter of the turbine used is 160mm, the length of the blade is 50mm, the minimum thickness is about 1.6mm, and the maximum diameter of the hub is optimized. The main process parameters are as follows: pouring temperature is 1600°C, sand box preheating temperature is 400°C, centrifugal speed is 300rpm, melt rotation The time is 5 seconds, the brake start time is 5 seconds before the end of centrifugal pouring, and the complete stop time is 6 seconds. Using the above process, all the blades of the cast turbine castings are uniformly filled and complete, and no loose defects exceeding 100 μm are found in the hub part under a 100 times optical microscope. It can be seen that the effect of the method described in this patent in solving the insufficient feeding of the large-size turbine hub is very significant.
[0037] The main structural parameters and pouring process of the turbine in embodiment one and embodiment two are shown in table 1 and table 2 respectiv...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com