


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Ultrahigh-strength-toughness medium-manganese phase-change induced plasticity steel and preparation method thereof
A technology that induces plasticity and ultra-high strength, which is applied in the field of high-strength steel preparation, can solve the problems of long time consumption and low production efficiency, and achieve the effects of reducing production costs, high feasibility, and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] 1. According to the ingredients in Table 1, the alloy ingredients are carried out, and the intermediate frequency vacuum induction melting furnace is used for smelting. After refining and vacuum degassing, it is poured into columnar steel ingots under the protection of argon.
[0028] 2. The as-cast steel ingot is homogenized and annealed at 1200℃~1250℃ for 1.5h-2h and then forged. The starting forging temperature is 1200±5℃, the final forging temperature is 850±5℃, then cooled to room temperature, and the final shape is 100mm (width)×30mm (thickness) slab sample.
[0029] 3. Heat the forged slab at 1150°C-1200°C for 1.5h-2h, then start rolling at 1150±5°C, finish rolling at 880±5°C, the thickness of the hot-rolled plate is 4-6mm, and finally air-cool to room temperature.
[0030] Table 1 The preferred alloy composition 1 of medium manganese steel in the present invention
[0031]
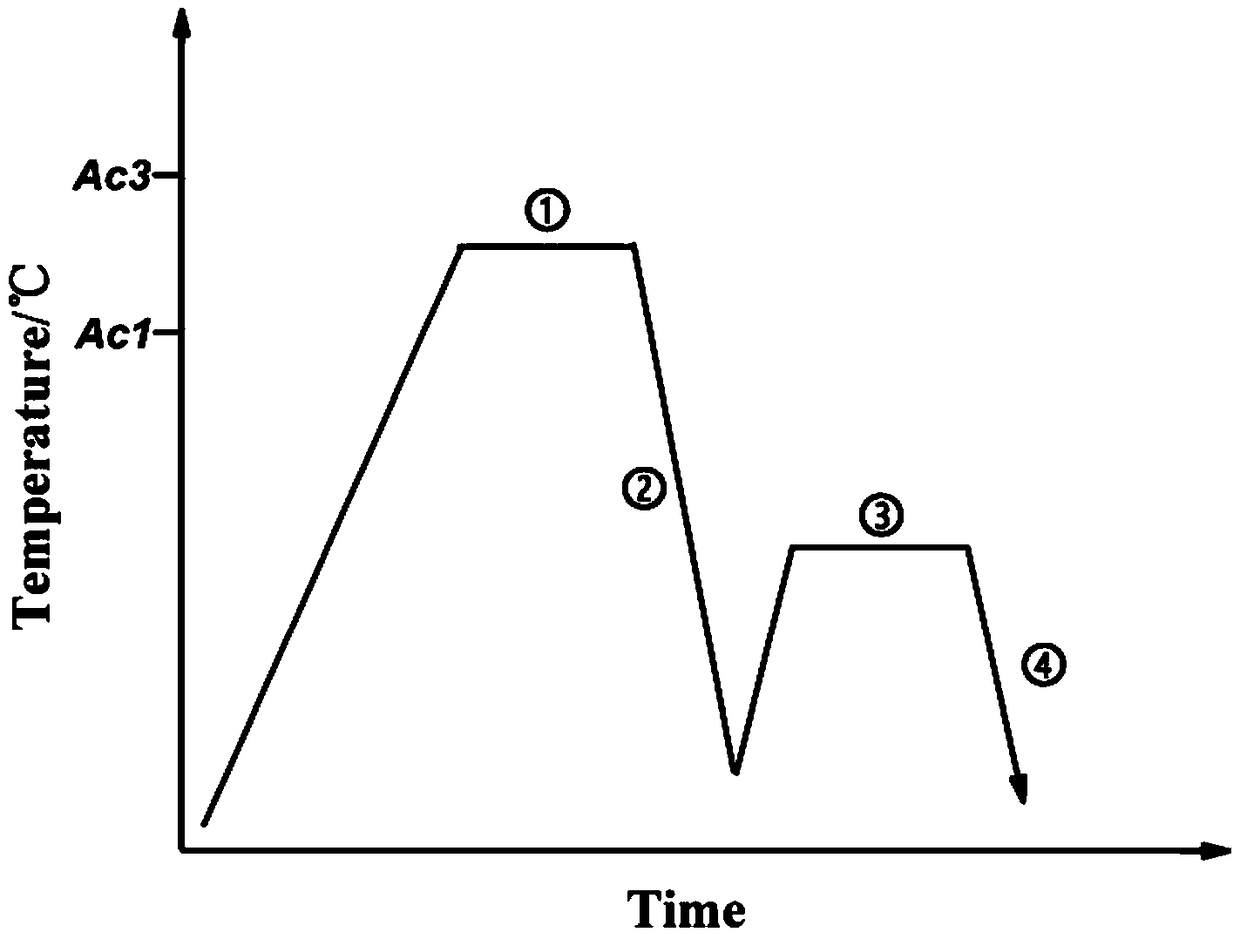
[0032] The hot-rolled material is subjected to heat treatment structure control, mai...
Embodiment 2
[0038] According to the composition of Table 4, the alloy ingredients are carried out, and the intermediate frequency vacuum induction melting furnace is used for smelting. After refining and vacuum degassing, it is poured into columnar steel ingots under the protection of argon.
[0039] 2. The as-cast steel ingot is homogenized and annealed at 1200℃~1250℃ for 1.5h-2h and then forged. The starting forging temperature is 1200±5℃, the final forging temperature is 850±5℃, then cooled to room temperature, and the final shape is 100mm (width)×30mm (thickness) slab sample.
[0040] 3. Heat the forged slab at 1150°C-1200°C for 1.5h-2h, then start rolling at 1150±5°C, finish rolling at 880±5°C, the thickness of the hot-rolled plate is 4-6mm, and air-cool to room temperature.
[0041] 4. Heat the hot-rolled sample at 770-800°C for 1 hour, then quench it, and then temper it at 200°C for 20 minutes. Pickle the tempered sample in 1:3 hydrochloric acid solution for 20 minutes to remove th...
Embodiment 3
[0048] 1. According to the ingredients in Table 6, the alloy ingredients are carried out, and the intermediate frequency vacuum induction melting furnace is used for smelting. After refining and vacuum degassing, it is poured into columnar steel ingots under the protection of argon.
[0049] 2. The as-cast steel ingot is homogenized and annealed at 1200℃~1250℃ for 1.5h-2h and then forged. The starting forging temperature is 1200±5℃, the final forging temperature is 850±5℃, then cooled to room temperature, and the final shape is 100mm (width)×30mm (thickness) slab sample.
[0050] 3. Heat the forged slab at 1150°C-1200°C for 1.5h-2h, then start rolling at 1150±5°C, finish rolling at 880±5°C, the thickness of the hot-rolled plate is 4-6mm, and finally air-cool to room temperature.
[0051] Table 6 Preferred alloy composition 3 of medium manganese steel in the present invention
[0052]
[0053] The hot-rolled material is subjected to heat treatment structure control, mainly ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| phase transition temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com