Q500qE high-strength bridge steel corner joint welding method
A welding method and high-strength technology, which is applied in the field of steel bridge manufacturing, can solve the problems of high-strength steel cold straightening, small deformation of plate units after welding, and affecting service fatigue life. The effect of high welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] Attached below figure 1 , 2 , 3 and specific embodiments The present invention will be described in further detail.
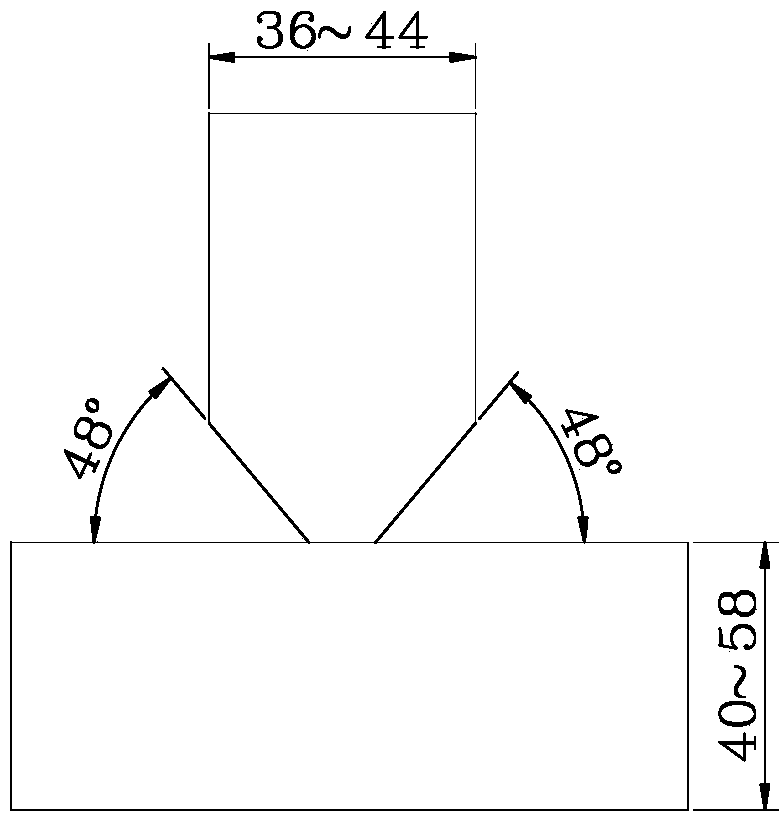
[0020] 1) Welding base metal: the thickness of the bottom plate is 40-58mm, and the thickness of the ribs (stiffeners) is 36-44mm; the bottom plate and the ribs are both Q500qE high-strength bridge steel, and their longitudinal and transverse tensile strengths are 659-730MPa , the longitudinal and transverse yield strengths are 528-573MPa, the elongation is 20.5%-26%, the low-temperature impact (-40°C) is 232-300J, and the shear section rate (-40°C) is 90%-100%;
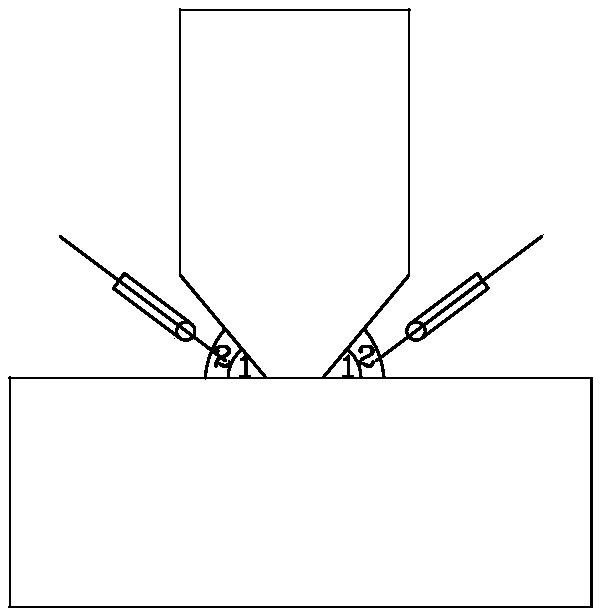
[0021] 2) Welding groove: Partial penetration double-sided symmetrical grooves are opened on both sides of the ribs, and the groove angle is 48°. The double-sided groove angle of the existing partial penetration weld is 45° or 50°. When the 45° groove is used for welding, penetration is easy to occur, that is, incomplete fusion occurs at the weld root. 50° groove is used, because the plate i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com