Method for preparation of quick setting flat alloy welding wire
An alloy welding wire, flat technology, which is applied in the field of preparation of molten alloy direct spray casting flat alloy wire, can solve the problems of difficulty in controlling the shape and size of the welding wire, long processing procedures and production cycles, adverse effects on welding performance, etc., and achieve dimensional stability , shorten the processing technology, good effect of fatigue resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] by Ag 5 Cu 65 sn 30 The ingredients are batched, smelted and cast into Ag using known techniques 5 Cu 65 sn 30 Welding wire alloy ingots.
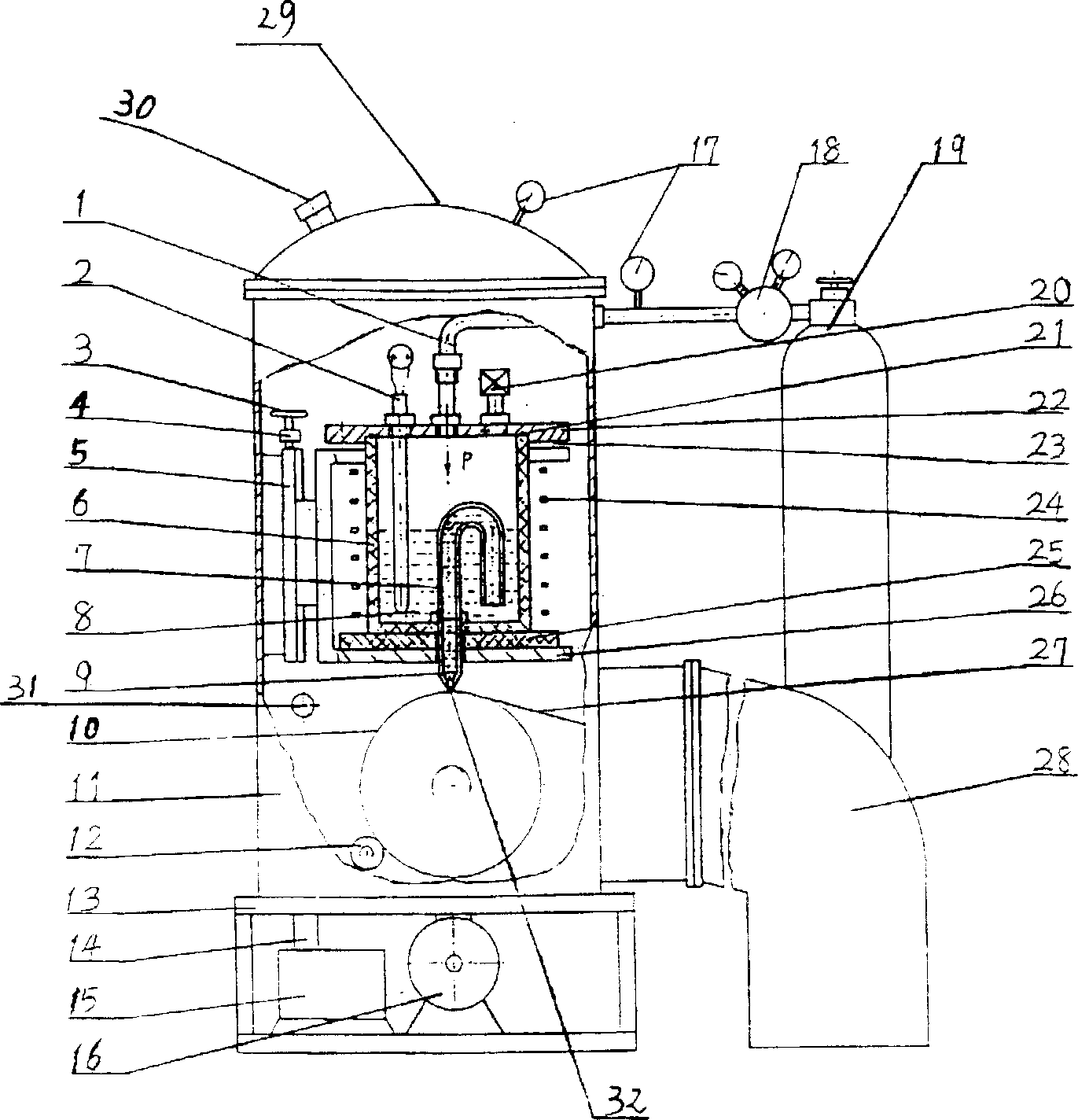
[0032] The welding wire alloy ingot is packed into the crucible 6 of the flat alloy welding wire spray casting machine, the crucible is made of graphite, after the crucible gland 22 is covered, the distance from the nozzle 32 of the nozzle 9 to the roller surface of the cooling roller 10 is adjusted to be 0.4 mm , The spout of flow nozzle 9 is a circular spout, and the diameter of the circular spout is 0.6 millimeters, connects metal flexible pipe 1 and thermocouple and sleeve pipe 2 thereof etc. Cover the furnace top cover 29 and install the collection tube 28, after opening the electromagnetic valve 20, start the mechanical pump and the diffusion pump 15 in turn, so that the vacuum degree of the vacuum chamber 11 and the crucible 6 reaches 10 -4 Torr is 1.33×10 -2 Pa, and then fill the crucible 6 and the vacuum chamber 11 w...
Embodiment 2
[0034] Its method of operation and equipment are basically the same as embodiment 1, only difference is that AlSi 12.6 The flat alloy ingot is used as the raw material, and the welding wire alloy does not contain medium and high vapor pressure elements. It does not need to be filled with protective gas during smelting, and it is carried out in a vacuum environment. AlSi 12.6 Welding wire alloy ingot is raw material, takes by weighing material weight 150 grams, makes the vacuum degree of vacuum chamber 11 and crucible 6 reach 10 -4 Torr, namely 1.33×10 -2 Pa, heated to 790°C with intermediate frequency induction, smelted at 790°C, and kept at a temperature of 790°C for 5 minutes. The spout of nozzle 9 is a circular spout, the diameter of the circular spout is 0.4mm, the back pressure suffered by the melt is 10KPa, the rotating speed of the cooling roll is 15 m / s, the inlet temperature of the cooling water is 15°C, and the roll is cleaned The speed of the machine is 6 m / s. T...
Embodiment 3
[0036] Its method of operation and equipment are basically the same as embodiment 2, the difference is that AlSi 1 Flat alloy ingots are used as raw materials. The flat welding wire alloy does not contain medium and high vapor pressure elements, with oAlSi 1 Welding wire alloy ingot is raw material, takes by weighing material weight 150 grams, makes the vacuum degree of vacuum chamber 11 and crucible 6 reach 10 -4 Torr, namely 1.33×10 -2 Pa, heated to 850°C with intermediate frequency induction, smelted at 850°C, and kept at a temperature of 850°C for 20 minutes, the distance from nozzle 32 of nozzle 9 to the roller surface of cooling roller 10 is 0.5 mm, The nozzle 32 of the nozzle 9 is a circular nozzle, the diameter of the circular nozzle is 0.6 mm, the back pressure of the melt is 14KPa, the rotating speed of the cooling roller 10 is 12 m / s, and the rotating speed of the cleaning roller is 8 m / s . The obtained flat alloy welding wire has a cross-sectional size of 0.045...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com