


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Auxiliary guide wheel abrasion part and preparation method
A guide wheel and wear technology, applied in the field of materials, can solve the problems of poor bearing capacity of vulcanized rubber, difficult repair of cement track beams, and high strength of aluminum alloy supports, and achieves the effects of good flame retardant performance, low friction coefficient and low cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] The modified thermoplastic material of the present embodiment includes the following components by weight:
[0051] 20 parts of TPU and 80 parts of POM,
[0052] 0.2 parts of antioxidant 1010 and 0.1 part of antioxidant 168,
[0053] 10 parts of antimony trioxide and 5 parts of decabromodiphenylethane,
[0054] 3 parts molybdenum disulfide,
[0055] 0.5 parts of carbon black, 0.2 parts of monocarbodiimide and 0.5 parts of 7# white oil.
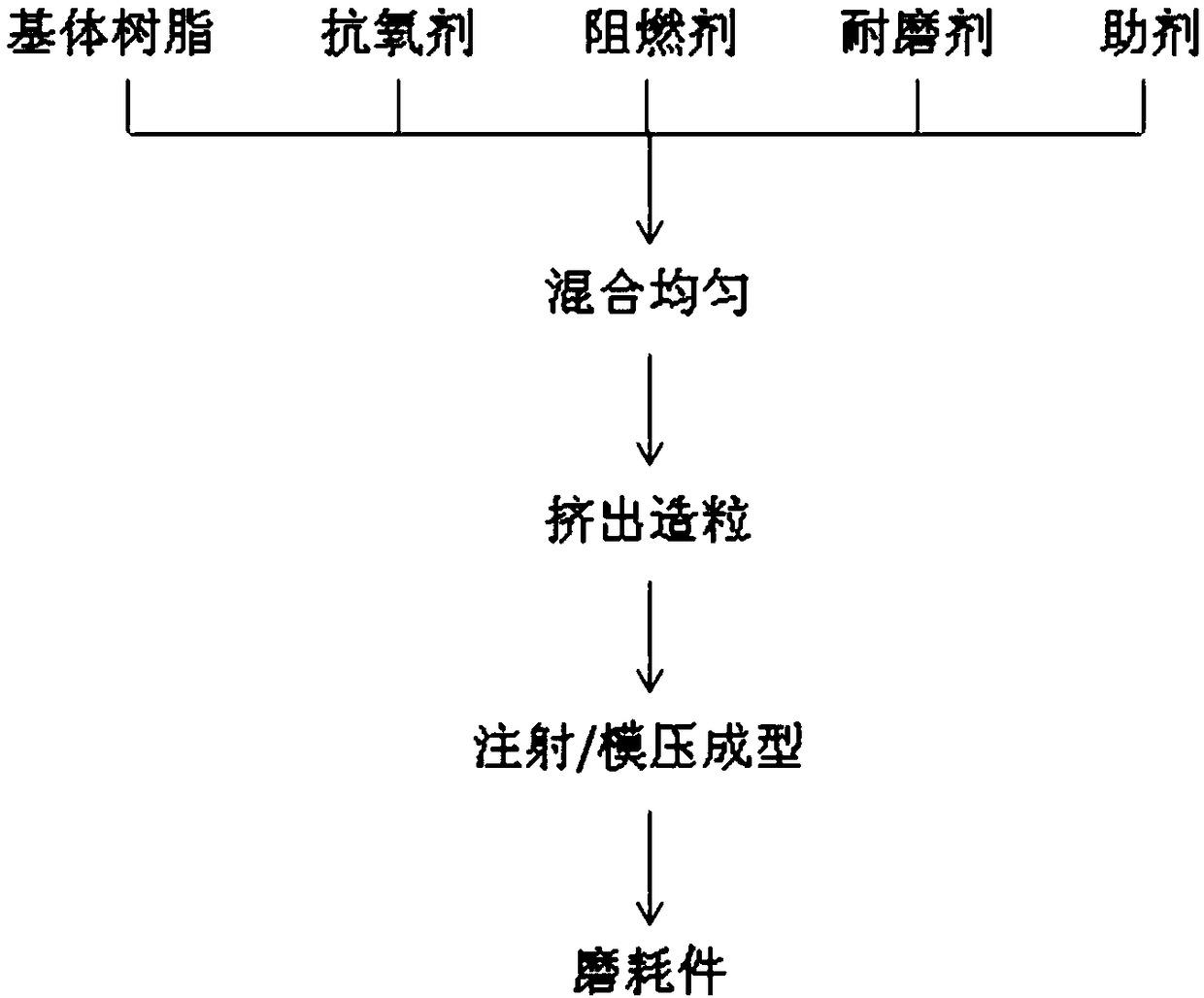
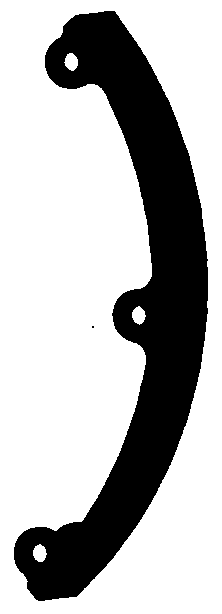
[0056] Add all the materials into the blender and mix for 5 minutes, then granulate the mixed materials through a twin-screw extruder, the temperature of the barrel of the extruder is 170°C, and finally add the granulated modified TPU / POM composite material to the injection molding machine Inside the barrel, the temperature of the barrel is 190°C, and the auxiliary guide wheel wear parts are made by injection molding. The preparation process is as follows: figure 1 shown. Auxiliary guide wheel wear parts are 90° arc structure, such...
Embodiment 2
[0058] The modified thermoplastic material of the present embodiment includes the following components by weight:
[0059] 100 copies of TPEE,
[0060] 0.15 parts of antioxidant 1076 and 0.15 parts of antioxidant 168,
[0061] 5 parts of phosphorus nitrogen compounds, 5 parts of antimony trioxide and 2 parts of decabromodiphenylethane,
[0062] 5 parts polytetrafluoroethylene,
[0063] 0.2 parts of carbon black, 0.2 parts of 7# white oil and 0.5 parts of silicone powder (GM-100).
[0064] Add all the materials into the blender and mix for 8 minutes. The mixed materials are pelletized through the twin-screw extruder. The temperature of the barrel of the extruder is 220°C. Finally, the granulated modified TPEE composite material is added to the barrel of the injection molding machine. Inside, the temperature of the barrel is 235°C, and the auxiliary guide wheel wear parts are made by injection molding. The preparation process is as follows: figure 1 shown.
Embodiment 3
[0066] The modified thermoplastic material of the present embodiment includes the following components by weight:
[0067] 100 TPVs,
[0068] 0.2 part antioxidant 264,
[0069] 20 parts of phosphorus and nitrogen compounds,
[0070] 5 parts polytetrafluoroethylene and 2 parts molybdenum disulfide,
[0071] 0.5 parts of toner carbon black and 0.2 parts of 7# white oil.
[0072] Add all the materials into the blender and mix for 5 minutes, then pelletize the mixed materials through a twin-screw extruder, the temperature of the barrel of the extruder is 180°C, and finally add the granulated modified TPV composite material to the barrel of the injection molding machine Inside, the temperature of the barrel is 200°C, and the auxiliary guide wheel wear parts are made by injection molding. The preparation process is as follows: figure 1 shown.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com