


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Anti-cavitation-erosion laser cladding construction method suitable for pump turbine of power station site
A water pump turbine, laser cladding technology, applied in the direction of metal material coating process, coating, etc., to achieve the effect of expanded application, small size, and convenient on-site construction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0057] Embodiment 1 Cladding Ni60+WC composite coating on martensitic stainless steel
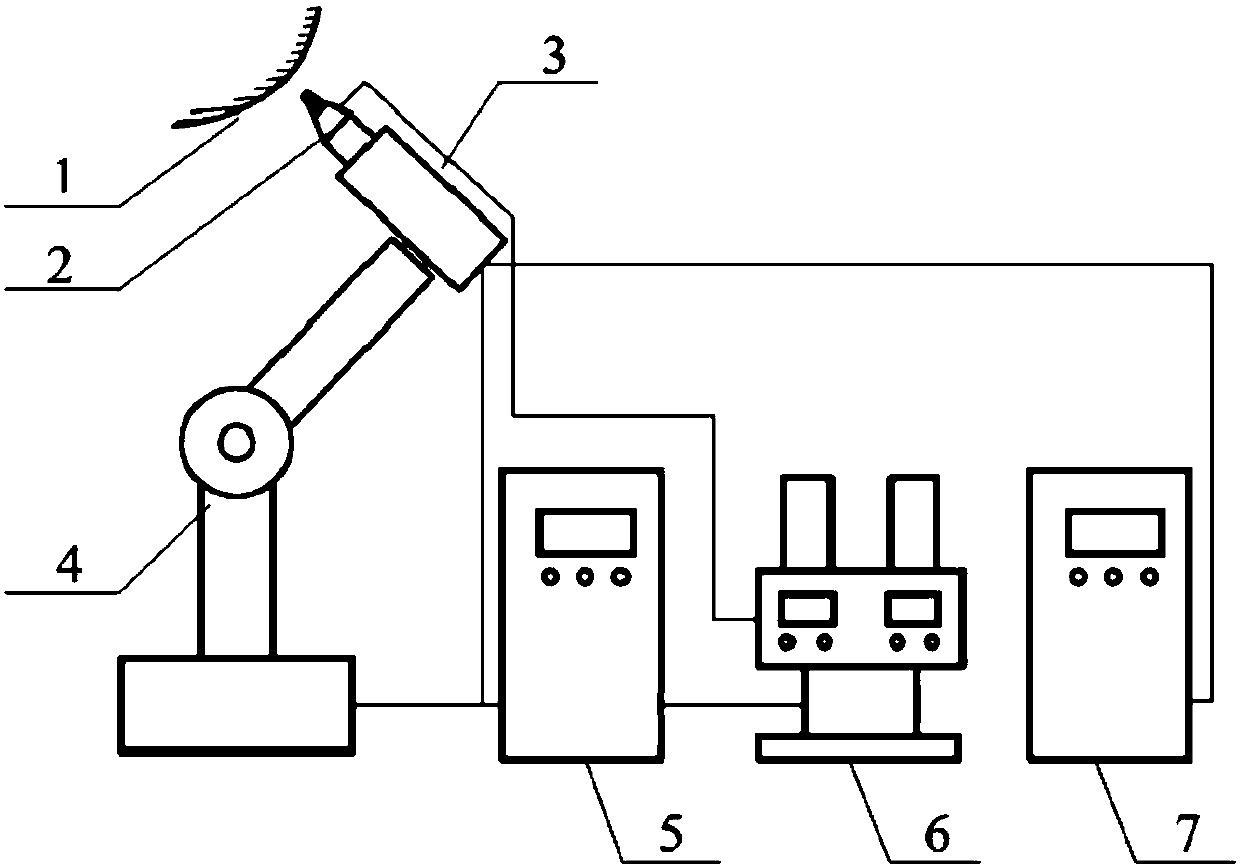
[0058] 1) Preliminary preparation: see figure 1 Install and debug the cladding system.
[0059] In this example, the substrate sample is 12mm thick wire-cut to a size of 100×60mm, ultrasonically cleaned with absolute ethanol for 10 minutes, sand blasted and then ultrasonically cleaned with acetone for 10 minutes before use. In this example, the cladding surface is at the 100° orientation in the vertical plane, the horizontal direction is 0°, and the counterclockwise direction is the positive direction. A programmable robot is used to align the laser and the powder feeding head on the cladding surface. Cause damage, the laser and the powder feeding head are in the 70° orientation, adjust the distance between the laser and the substrate to ensure that the laser defocus is positive defocus 13mm. Choose laser power 700W, cladding speed 250mm / min, overlap rate 40%, and cladding area 80×60mm to...
Embodiment 2
[0062] Embodiment 2 Cladding Ni60 coating on martensitic stainless steel
[0063] 1) Preliminary preparation: see figure 1 Install and debug the cladding system. In this example, the substrate sample is 12mm thick wire-cut to a size of 100×60mm, ultrasonically cleaned with absolute ethanol for 10 minutes, sand blasted and then ultrasonically cleaned with acetone for 10 minutes before use. In this example, the cladding surface is at the 100° orientation in the vertical plane, the horizontal direction is 0°, and the counterclockwise direction is the positive direction. Use the robot to align the laser and the powder feeding head on the cladding surface, in order to prevent the laser reflection from causing damage to the laser , the laser and the powder feeding head are in a 70° orientation, and the distance between the laser and the substrate is adjusted to ensure that the laser defocus is positive defocus of 13mm. Choose laser power 700W, cladding speed 250mm / min, overlap rat...
Embodiment 3
[0065] Example 3 Cladding Ni60+WC composite coating on martensitic stainless steel
[0066] 1) Preliminary preparation: see figure 1 Install and debug the cladding system. In this example, the substrate sample is 12mm thick wire-cut to a size of 100×60mm, ultrasonically cleaned with absolute ethanol for 10 minutes, sand blasted and then ultrasonically cleaned with acetone for 10 minutes before use. In this example, the cladding surface is at the 100° orientation in the vertical plane, the horizontal direction is 0°, and the counterclockwise direction is the positive direction. Use the robot to align the laser and the powder feeding head on the cladding surface, in order to prevent the laser reflection from causing damage to the laser , the laser and the powder feeding head are in a 70° orientation, and the distance between the laser and the substrate is adjusted to ensure that the laser defocus is positive defocus of 13mm. Choose laser power 700W, cladding speed 250mm / min, o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com