A kind of fin steel with excellent surface quality and its csp production process
A surface quality and production process technology, applied in the field of ultra-low carbon steel and its CSP production process, can solve the problems of different heating methods and rolling processes, multiple quality objection complaints and compensation, long production cycle, etc., to overcome surface quality The control is difficult, the production process is stable, and the performance uniformity is good.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The present invention will be further described in detail below in conjunction with the examples to facilitate a clearer understanding of the present invention, but they do not limit the present invention.
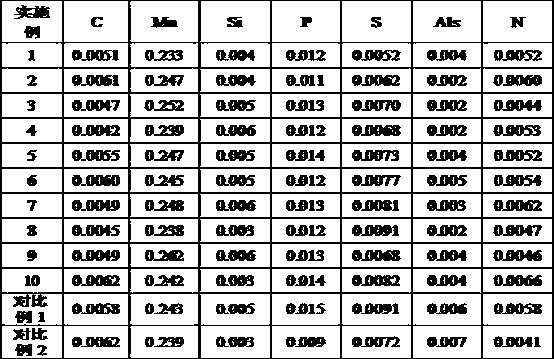
[0039] Table 1 is the value list of each embodiment of the present invention and comparative example chemical composition;
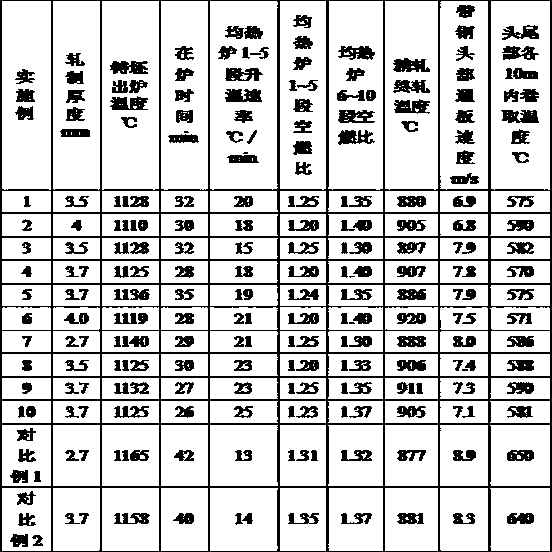
[0040] Table 2 is the list of main process parameters of each embodiment of the present invention and comparative example;
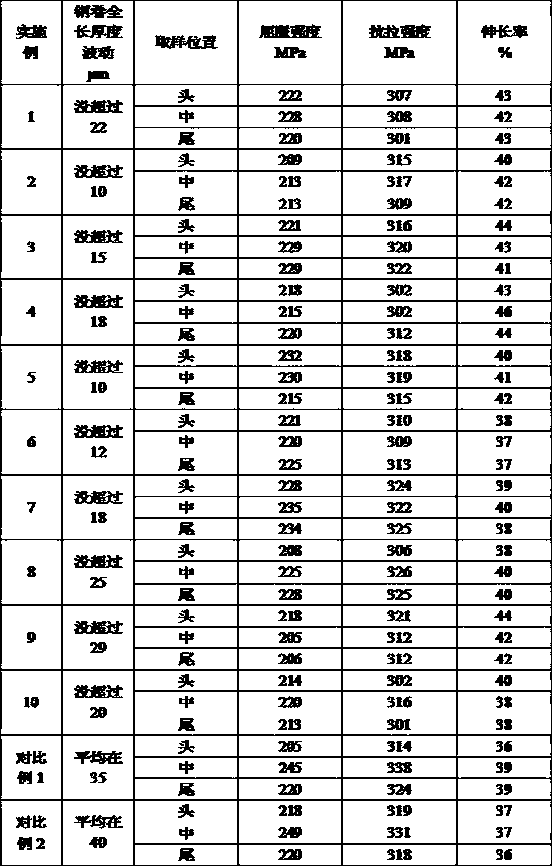
[0041] Table 3 shows the thickness accuracy and mechanical performance detection status of each embodiment of the present invention and comparative examples.
[0042] Each embodiment of the present invention is produced according to the following process:
[0043] 1) Carry out converter smelting, and control the end point of molten steel P≤0.0015%;
[0044] 2) Refining in LF furnace, and RH vacuum treatment, and then cast into slab in CSP continuous casting machine, control the thickness of slab to 70mm;
[0045] 3) T...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com