


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Manufacturing method of hub type electroplated ultrathin diamond abrasive cutting wheel
A technology of diamond cutting and manufacturing methods, which is applied in the direction of electrolytic coatings and coatings, can solve the problems of broken knives, low strength, and high stress on cutting blades, so as to solve the problem of cutting broken knives, ensure tissue uniformity and dimensional accuracy, and ensure The effect of outer circle accuracy and roundness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] A method for manufacturing a hub type electroplated ultra-thin diamond cutting grinding wheel with a thickness of 0.010 mm for cutting semiconductor gallium arsenide wafers, comprising the following steps:
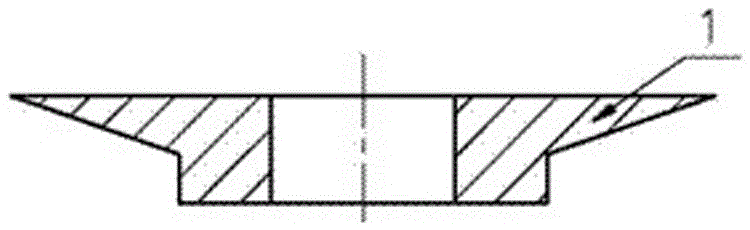
[0047] (1) Chemically plate the grinding wheel substrate
[0048] Finish the grinding wheel base to the required size and precision, conduct insulation protection treatment on the non-plated surface, and then perform chemical plating process on the grinding wheel base;
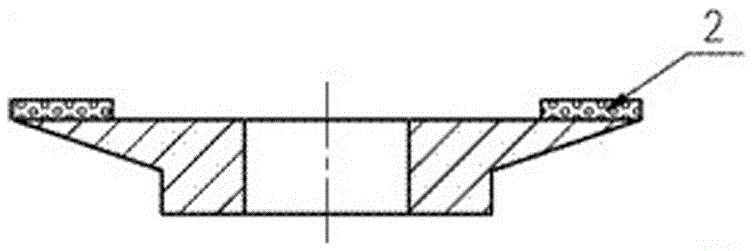
[0049] (2) Composite electrodeposition
[0050]Configure nickel sulfamate plating solution: Nickel sulfamate plating solution is based on nickel sulfamate, nickel bromide, sodium hypophosphite, boric acid, ethoxylated propynyl alcohol, p-toluenesulfonamide, sulfosuccinic acid di Amyl ester sodium salt, deionized water with conductivity below 5μs / cm, M1 / 2 diamond abrasive in a weight ratio of 40:0.6:0.1:4.5:0.6:0.03:0.1:90:1 configuration, nickel sulfamate, Nickel bromide and boric acid are analyti...
Embodiment 2
[0060] A method for manufacturing a hub-shaped electroplated ultra-thin diamond cutting wheel for cutting semiconductor silicon wafers with a thickness of 0.030 mm, comprising the following steps:
[0061] (1) Chemically plate the grinding wheel substrate
[0062] Select the aluminum alloy grinding wheel base, the finishing flatness is 0.002mm, the inner hole precision is IT5 level, the non-plated surface is treated with insulation protection, and then the grinding wheel base is treated with chemical plating process;
[0063] (2) Composite electrodeposition
[0064] Configure nickel sulfamate electroplating solution: nickel sulfamate electroplating solution according to nickel sulfamate, nickel bromide, sodium hypophosphite, boric acid, glycerol monopropynyl ether, o-benzoic acid sulfonimide, sodium ethylhexyl sulfate , Deionized water with a conductivity below 5μs / cm, the weight ratio of M3 / 5 diamond abrasive is 50:0.5:0.08:4.0:0.4:0.01:0.2:85:0.1 configuration, nickel sulfa...
Embodiment 3
[0072] A method for manufacturing a hub type electroplated ultra-thin diamond cutting wheel for cutting semiconductor silicon wafers with a thickness of 0.080mm, comprising the following steps:
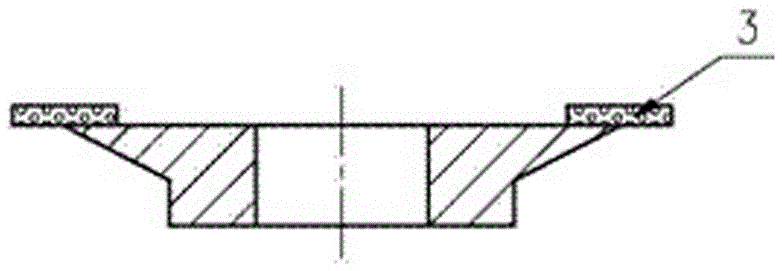
[0073] Configure nickel sulfamate plating solution: Nickel sulfamate plating solution is based on nickel sulfamate, nickel bromide, sodium hypophosphite, boric acid, diethylpropynylamine, propenyl sulfonic acid, lauryl ether sulfate, conductivity The weight ratio of deionized water below 5μs / cm and M4 / 8 diamond abrasive is 60:0.3:0.05:3.5:0.7:0.02:0.3:80:0.5. Nickel sulfamate, nickel bromide and boric acid are all analytically pure , 10rpm forward stirring for 3min; 180rpm reverse stirring for 20s, forward and reverse stirring alternately, stirring evenly; the electroplating current density is 3.5A / dm during composite electrodeposition 2 , the temperature is 55~60℃, the pH value is 4.0~4.5, and the electroplating time is 105min to form a Ni-diamond composite layer on the grinding whee...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com