


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Graphene/polyolefin plastic composite food packaging film and preparation method thereof
A technology for compounding food and packaging films, applied in packaging, wrapping paper, transportation and packaging, etc., can solve the problems of human health threats, lack of understanding of the impact, etc., and achieve excellent mechanical properties, excellent mechanical properties, and the effect of inhibiting migration.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
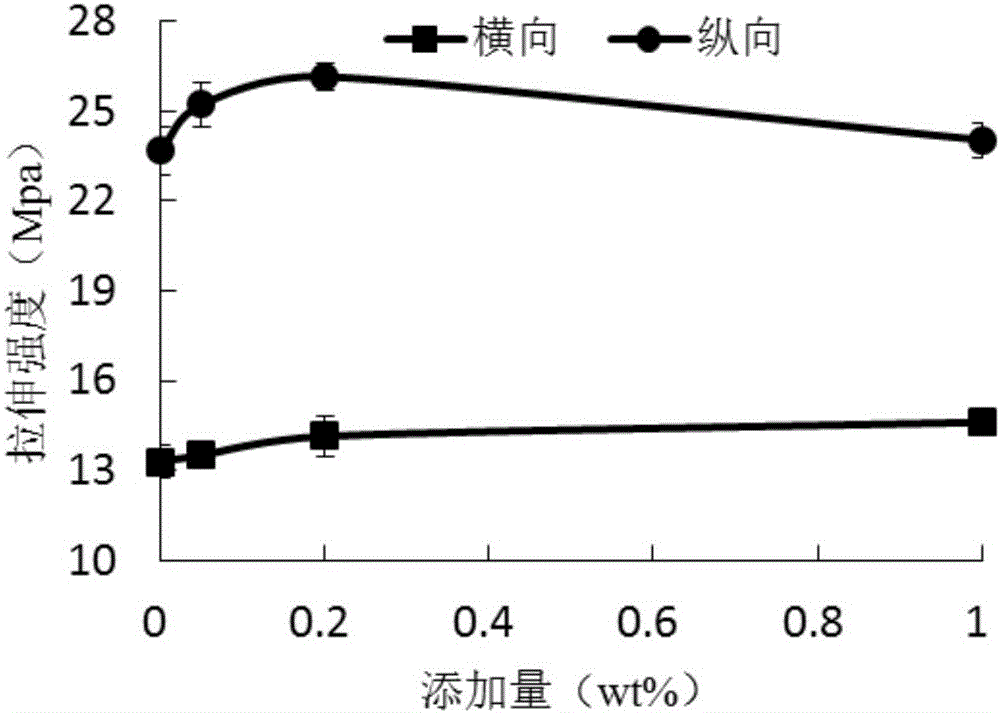
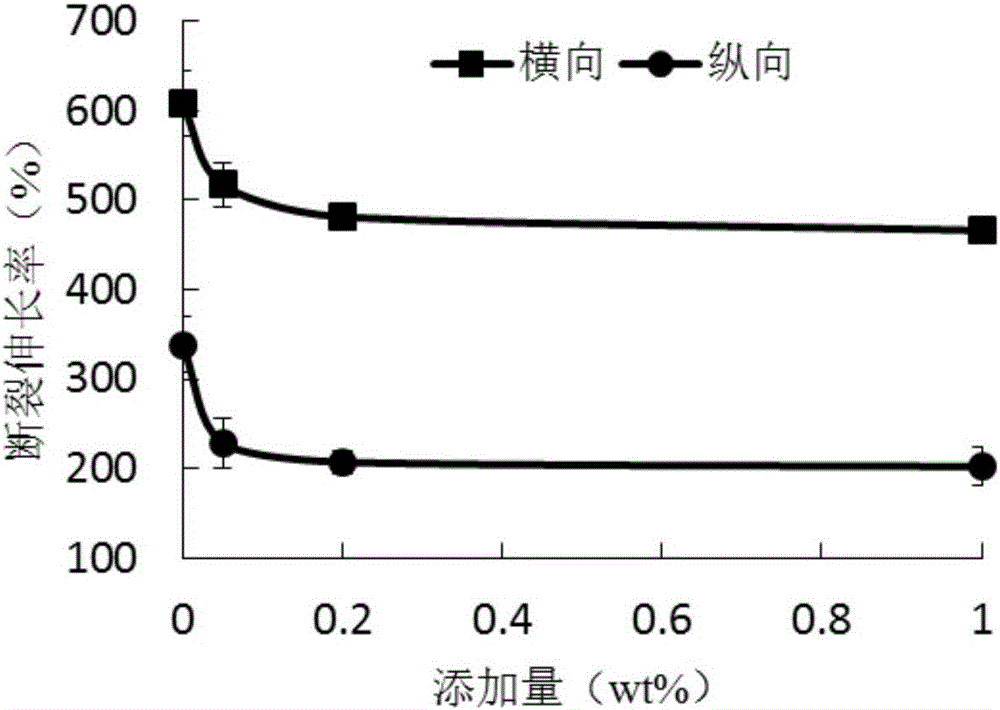
[0032] Graphene and low-density polyethylene (LDPE) are mixed evenly, and the graphene mass percentage content is 0.05%, 0.2% and 1% respectively, and the mixed material is sent into a twin-screw extruder, and the material is in the shear of the screw. Fully blended under cutting, mixing and conveying, and finally extruded and granulated through the die. This granulation process was repeated twice.
[0033] Twin-screw extruder parameter setting: the temperature of barrel zone 1 to zone 9 is: 150°C, 155°C, 155°C, 160°C, 160°C, 165°C, 165°C, 165°C, 165°C; die head temperature The temperature is 165°C; the screw speed is 150r / min.
[0034] Send the prepared masterbatch into the film blowing machine, and use the method of hollow blow molding to obtain the corresponding film. The temperature of Zone 1-4 of the film blowing machine is 155°C, 160°C, 165°C, 165°C respectively.
[0035] The graphene / low-density polyethylene composite film that obtains is carried out mechanical prope...
Embodiment 2
[0037] Configure 4 kinds of materials, UV-531+LDPE, UV-531+graphene+LDPE, UV-P+LDPE, UV-P+graphene+LDPE. Wherein the UV-531 and UV-P mass percentages are both 1%, and the graphene mass percentages are both 0.05%. The mixed material is sent into the twin-screw extruder, and the material is fully fused under the shearing, mixing and conveying of the screw, and finally extruded and granulated through the die. This granulation process was repeated twice.
[0038] Twin-screw extruder parameter setting: the temperature of barrel zone 1 to zone 9 is: 150°C, 155°C, 155°C, 160°C, 160°C, 165°C, 165°C, 165°C, 165°C; die head temperature The temperature is 165°C; the screw speed is 150r / min.
[0039] Send the prepared masterbatch into the film blowing machine, and use the method of hollow blow molding to obtain the corresponding film. The temperature of Zone 1-4 of the film blowing machine is 155°C, 160°C, 165°C, 165°C respectively.
[0040] The migration of UV-531 and UV-P to isoocta...
Embodiment 3
[0042]Configure 4 kinds of materials, Irgafos168+LDPE, Irgafos168+graphene+LDPE, Irganox1076+LDPE, Irganox1076+graphene+LDPE. Wherein the mass percent content of Irgafos168 and Irganox1076 is 1%, and the mass percent content of graphene is 0.05%. The mixed material is sent into the twin-screw extruder, and the material is fully fused under the shearing, mixing and conveying of the screw, and finally extruded and granulated through the die. This granulation process was repeated twice.
[0043] Twin-screw extruder parameter setting: the temperature of barrel zone 1 to zone 9 is: 150°C, 155°C, 155°C, 160°C, 160°C, 165°C, 165°C, 165°C, 165°C; die head temperature The temperature is 165°C; the screw speed is 150r / min.
[0044] Send the prepared masterbatch into the film blowing machine, and use the method of hollow blow molding to obtain the corresponding film. The temperature of Zone 1-4 of the film blowing machine is 155°C, 160°C, 165°C, 165°C respectively.
[0045] The migra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com