Thermal treatment process for low-alloy steel castings
A low-alloy steel and casting technology, applied in the field of heat treatment process of low-alloy steel castings, can solve the problems of easy to produce temper brittleness, poor toughness of low-alloy steel castings, environmental pollution, etc., to reduce environmental pollution and safety hazards, meet the Strength and hardness requirements, the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
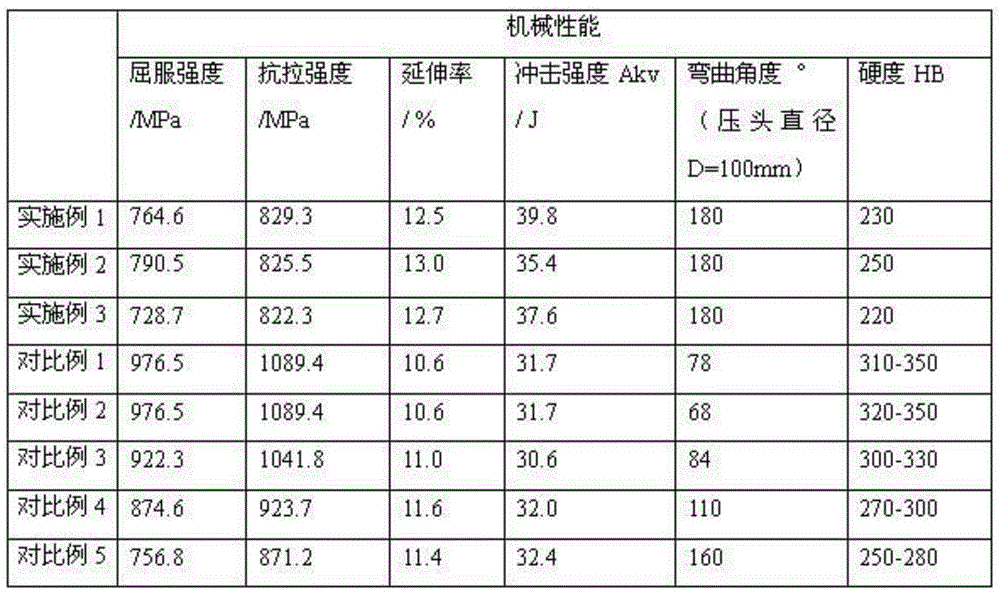
Embodiment 1
[0017] Embodiment 1: The heat treatment process steps of the low-alloy steel casting of the present embodiment are as follows:
[0018] (1) Normalizing: Place the low-alloy steel casting in a normalizing furnace, raise the temperature to 870°C, keep it warm for 3 hours, and cool it to room temperature after taking it out of the furnace;
[0019] (2) Quenching: Place the low-alloy steel casting in a quenching furnace, raise the temperature to 850°C, keep it warm for 2.5 hours, and cool it to room temperature when it comes out of the furnace;
[0020] (3) Tempering: Place the low-alloy steel casting in a tempering furnace, raise the temperature to 700°C, keep it warm for 3 hours, and then take it out of the furnace and air-cool it to room temperature.
Embodiment 2
[0021] Embodiment 2: the heat treatment process steps of the low-alloy steel casting of the present embodiment are as follows:
[0022] (1) Normalizing: Place the low-alloy steel casting in a normalizing furnace, raise the temperature to 880°C, keep it warm for 2.5 hours, and cool it to room temperature after taking it out of the furnace;
[0023] (2) Quenching: Place the low-alloy steel casting in a quenching furnace, raise the temperature to 860°C, keep it warm for 3 hours, and cool it to room temperature when it comes out of the furnace;
[0024] (3) Tempering: Place the low-alloy steel casting in a tempering furnace, raise the temperature to 710°C, keep it warm for 3 hours, and then take it out of the furnace and air-cool it to room temperature.
Embodiment 3
[0025] Embodiment 3: the heat treatment process steps of the low-alloy steel casting of the present embodiment are as follows:
[0026] (1) Normalizing: Place the low-alloy steel casting in a normalizing furnace, raise the temperature to 890°C, keep it warm for 3 hours, and cool it to room temperature after taking it out of the furnace;
[0027] (2) Quenching: Place the low-alloy steel casting in a quenching furnace, raise the temperature to 870°C, keep it warm for 3 hours, and cool it to room temperature after taking it out of the furnace;
[0028] (3) Tempering: Place the low-alloy steel casting in a tempering furnace, raise the temperature to 710°C, keep it warm for 2.5 hours, and then take it out of the furnace and air-cool it to room temperature.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com