Processing technology of marine 5083-series aluminum alloy plate with thickness of 26 mm
An aluminum alloy sheet and processing technology technology, applied in the field of metal materials, can solve the problems that the corrosion resistance of the aluminum alloy sheet cannot be improved, and can not meet the production approval requirements of the BV marine aluminum alloy sheet, so as to increase the mechanical properties and corrosion resistance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0034] Milling a 500mm 5083 aluminum alloy plate, heating the milled aluminum alloy plate at 450 degrees Celsius, and performing the first rolling on the heated plate, wherein the rolling temperature is 460 degrees Celsius, After rolling, the plate reaches 60mm, and the plate is cooled, wherein, after the cooling temperature reaches 300°C, the plate is subjected to the second rolling, and after the second rolling, the thickness of the plate is 26mm , the temperature of the plate is 250°C. Cut the plate after the above rolling process with 120mm scissors. After cutting, the plate is stretched, straightened and sawed to length. After acceptance and packaging, the 5083 aluminum alloy thick plate can be obtained.
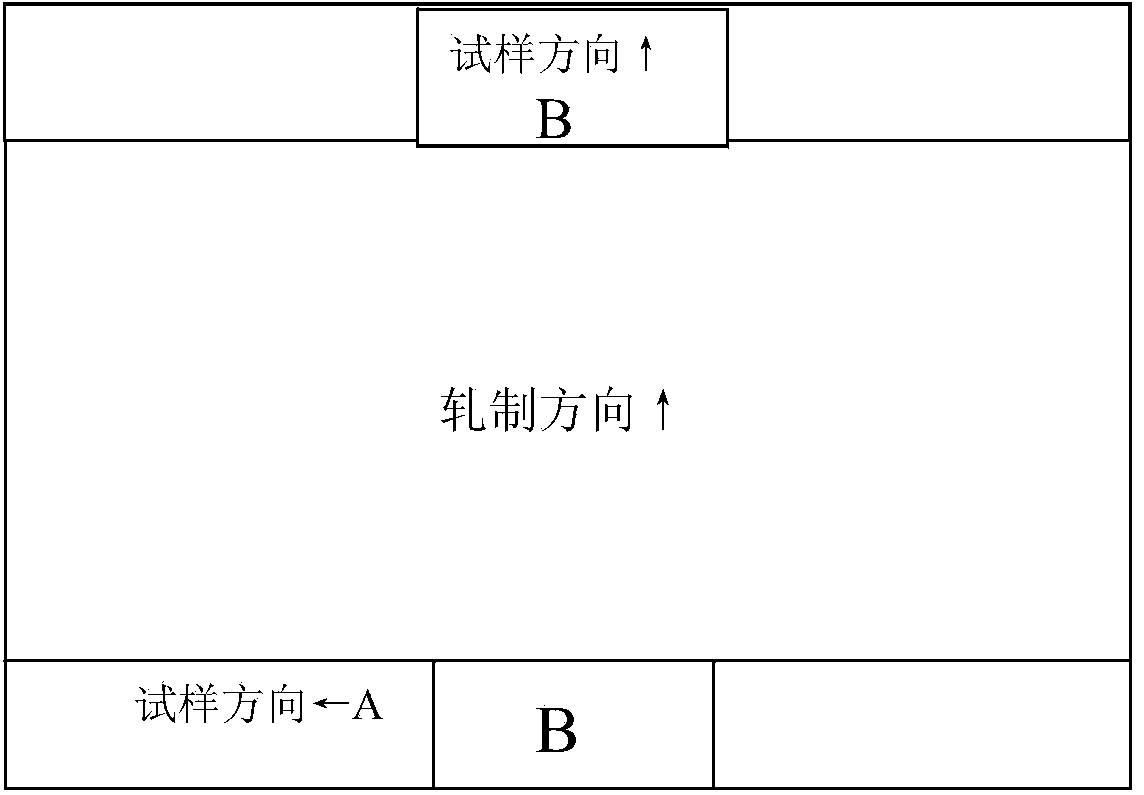
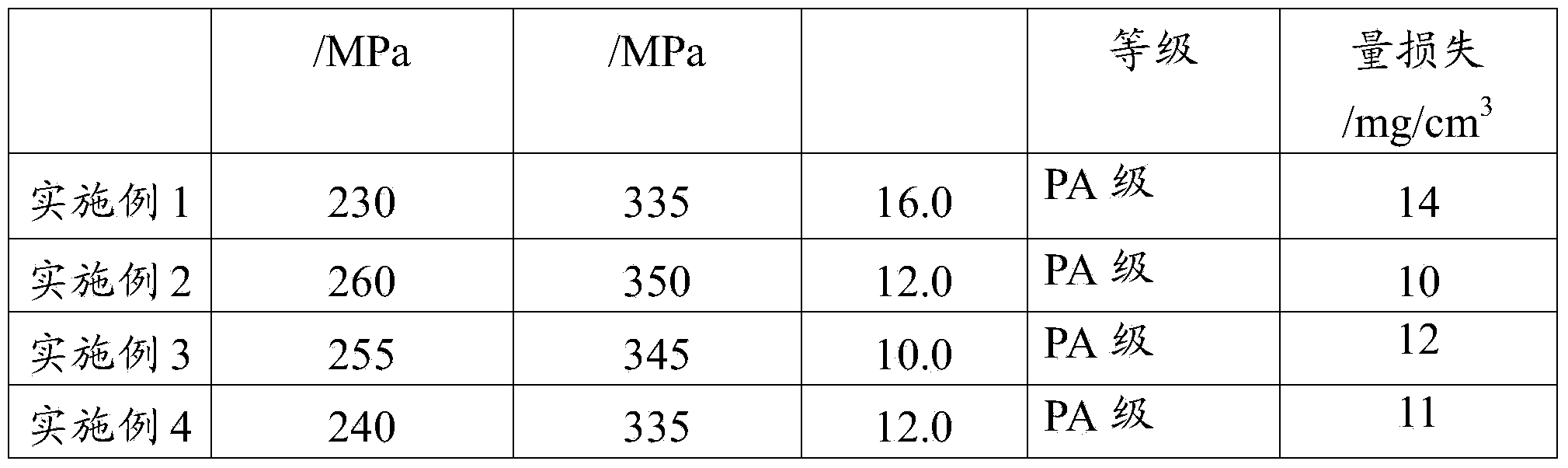
[0035] The performance of the aluminum alloy thick plate in the H116 state is measured, wherein the corrosion resistance is tested for exfoliation corrosion sensitivity according to ASTM G66 or equivalent standards. Take a sample in the middle of the width of the two l...
Embodiment 2
[0037] Milling a 500mm 5083 aluminum alloy plate, heating the milled aluminum alloy plate at 450 degrees Celsius, and performing the first rolling on the heated plate, wherein the rolling temperature is 470 degrees Celsius, After rolling, the plate reaches 80mm, and the plate is cooled, wherein, after the cooling temperature reaches 300°C, the plate is subjected to the second rolling, and after the second rolling, the thickness of the plate is 26mm , the temperature of the plate is 200°C. Cut the plate after the above rolling process with 120mm scissors. After cutting, the plate is stretched, straightened and sawed to length. After acceptance and packaging, the 5083 aluminum alloy thick plate can be obtained.
[0038]The performance of the aluminum alloy thick plate in the H116 state is measured, wherein the corrosion resistance is tested for exfoliation corrosion sensitivity according to ASTM G66 or equivalent standards. Take a sample in the middle of the width of the two lo...
Embodiment 3
[0040] Milling a 500mm 5083 aluminum alloy plate, heating the milled aluminum alloy plate at 450 degrees Celsius, and performing the first rolling on the heated plate, wherein the rolling temperature is 480 degrees Celsius, After rolling, the plate reaches 100mm, and the plate is cooled, wherein, after the cooling temperature reaches 300°C, the plate is subjected to the second rolling, and after the second rolling, the thickness of the plate is 26mm , the temperature of the plate is 220°C. Cut the plate after the above rolling process with 100mm scissors. After cutting, the plate is stretched, straightened and sawed to length. After acceptance and packaging, the 5083 aluminum alloy thick plate can be obtained.
[0041] The performance of the aluminum alloy thick plate in the H116 state is measured, wherein the corrosion resistance is tested for exfoliation corrosion sensitivity according to ASTM G66 or equivalent standards. Take a sample in the middle of the width of the two ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com