Laser scanning method for rapid prototyping of superalloy structural parts
A high-temperature alloy and laser scanning technology, applied in the field of metal powder melting and forming, to achieve a high degree of controllability, improve mechanical properties and surface accuracy, and be suitable for promotion and application
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
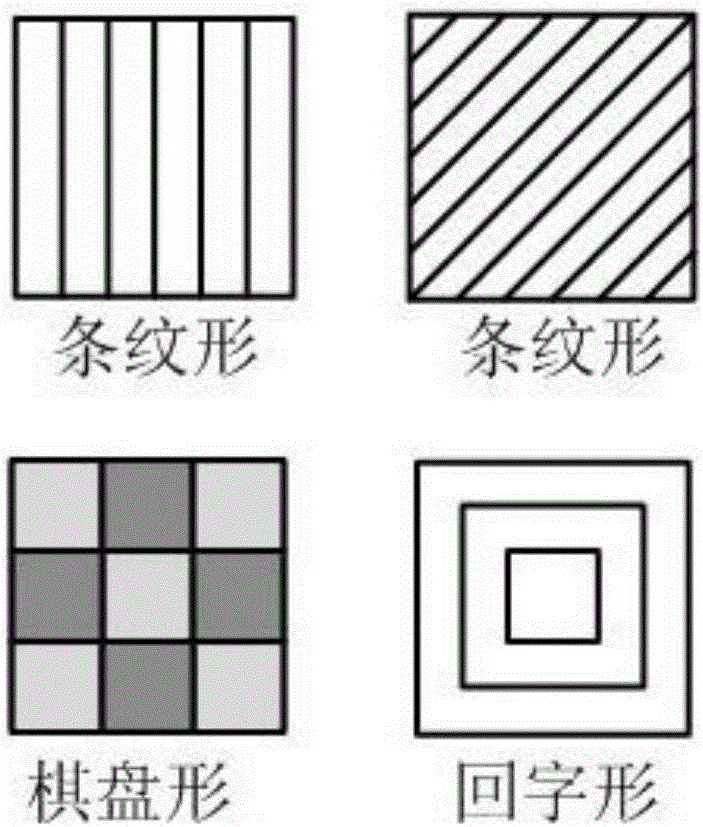
[0032] A high-temperature alloy slice layer is divided into three areas A1, B1, and C1, and the area S of the A1 area is 0.15mm 2 , using the "back" shape scanning method, the area S of B1 area is 0.5mm 2 , using the stripe-shaped scanning method, the area S of the C1 area is 2.0mm 2 , using the checkerboard scanning method;
[0033] The particle size of the powder is 20 μm, and the layer thickness is 50 μm;
[0034] The scanning power of the laser is 200W, the scanning speed is 600mm / s, the scanning point distance is 20μm, and the scanning distance is 0.1m during the forming scanning; the scanning power of the laser is 150W, the scanning speed is 1000mm / s, and the scanning point distance is 10μm. Scanning distance 0.05mm;
[0035] The laser wavelength range is 980nm, and the protective gas is argon.
Embodiment 2
[0037] A high-temperature alloy slice layer is divided into three areas: A2, B2, and C2, and the thickness H of the structural part in the scanning area of A2 is 0.4mm 2 , using the "back" shape scanning method, the thickness H of the structural part in the B2 scanning area is 1.0mm 2 , using the stripe-shaped scanning method, the thickness H of the structural part in the C2 scanning area is 6mm 2 , using the checkerboard scanning method;
[0038] The particle size of the powder is 25 μm, and the layer thickness is 45 μm;
[0039] The scanning power of the laser is 250W, the scanning speed is 700mm / s, the scanning point pitch is 30μm, and the scanning spacing is 0.2m during the forming scanning; the scanning power of the laser is 160W, the scanning speed is 1100mm / s, and the scanning point pitch is 15μm when scanning the outer surface. Scanning distance 0.06mm;
[0040] The laser wavelength range is 1.07μm, and the protective gas is argon.
Embodiment 3
[0042] A high-temperature alloy slice layer is divided into three areas A3, B3, and C3, and the area S of the A3 area is 0.1mm 2 , using the "back" shape scanning method, the area S of B3 area is 0.8mm 2 , using the stripe-shaped scanning method, the area S of the C3 area is 3.0mm 2 , using the checkerboard scanning method;
[0043] The particle size of the powder is 30 μm, and the layer thickness is 45 μm;
[0044] The scanning power of the laser is 400W, the scanning speed is 1000mm / s, the scanning point pitch is 50μm, and the scanning spacing is 0.5m during the forming scanning; the scanning power of the laser is 200W, the scanning speed is 1500mm / s, and the scanning point pitch is 30μm when scanning the outer surface. Scanning distance 0.2mm;
[0045] The laser wavelength range is 9.6 μm, and the protective gas is argon.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com