Age hardenable aluminum alloy integral panel one-step forming method based on autoclave
A forming method and the technology of integral wall panels are applied in the field of one-time forming of aging-strengthened aluminum alloy integral wall panels. Creep aging one-time molding and other issues to achieve the effect of reducing height, eliminating internal stress differences, and reducing the final springback
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
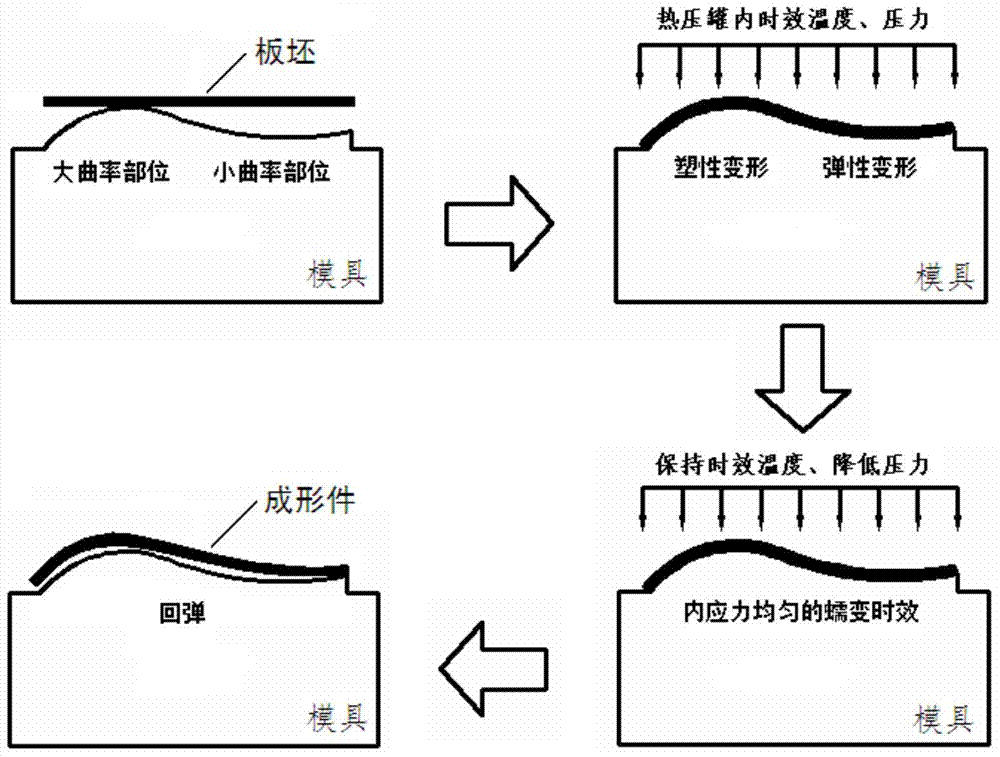
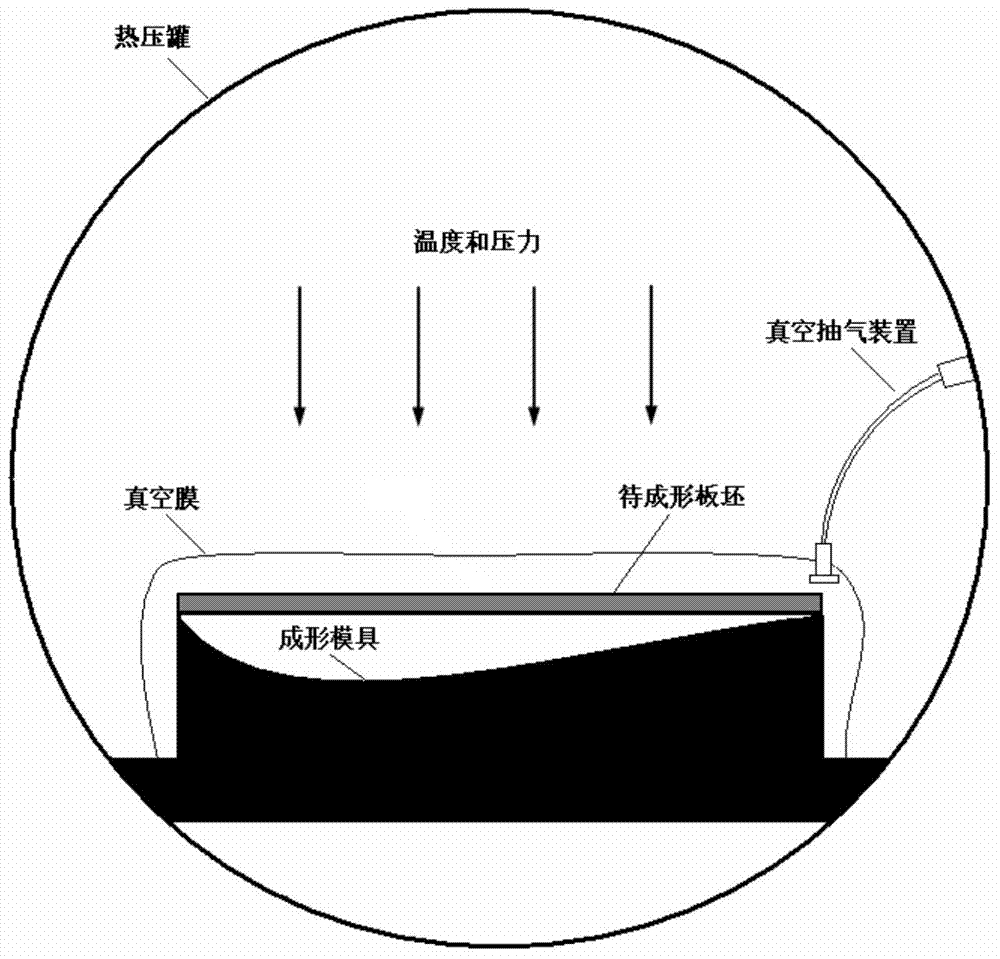
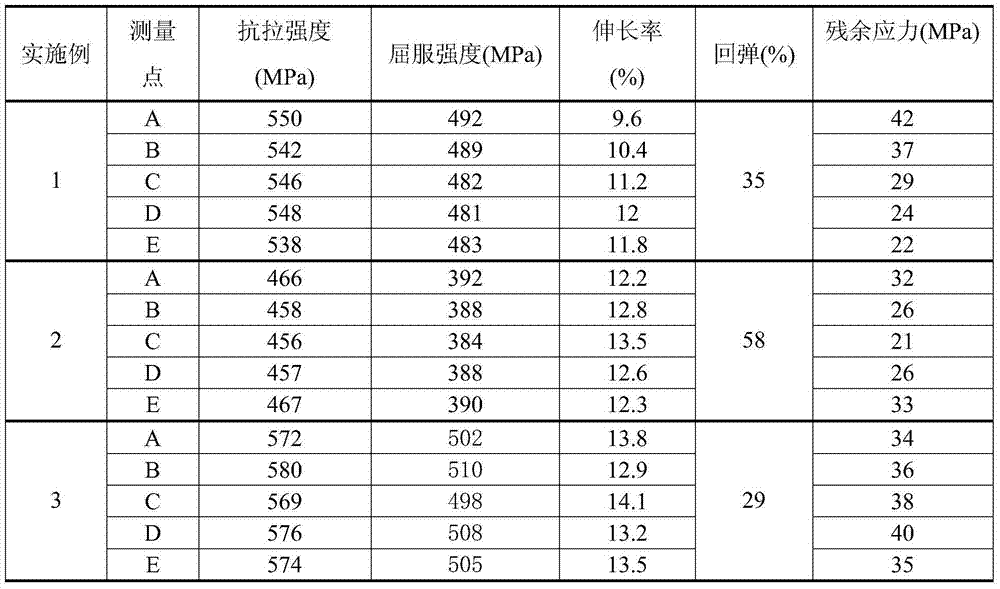
[0022] The siding material is 7050 aluminum alloy, the length of the slab is 850mm, the width is 240mm, and the thickness is 10mm. The target shape surface is continuously distributed along the length direction of the siding with a bending radius of 1000 mm to 15000 mm, showing a streamlined shape, and adopts the T6 aging system. After solid solution at 470°C for 120 minutes and water quenching, the slab is fixed on the forming mold, covered with a vacuum film to form a vacuum-closed forming tool, and then placed in an autoclave. Among them, the mold surface includes a large curvature range: R / t=600 / 10~0.51×(70.3×10 3 / 360) / 10, small curvature range: R / t=0.51×(73.8×10 3 / 320) / 10~15000 / 10, middle curvature range: R / t=0.51×(70.3×10 3 / 360) / 10~0.51×(73.8×10 3 / 320) / 10. Provide a temperature of 120°C and a pressure of 4 Bar in the autoclave to make the slab fit the mold. At this time, the material reaches the yield limit at the part with large curvature and undergoes plastic d...
Embodiment 2
[0024] The siding material is 2124 aluminum alloy, the length of the slab is 1800mm, the width is 900mm, and the thickness is 8mm. The target shape along the length direction of the siding is an ellipse with long and short semi-axes of 378 mm and 126 mm respectively, straight and straight in the width direction without bending, and adopts the T6 aging system. After solid solution at 490°C for 120 minutes and water quenching, the slab is fixed on the forming mold, covered with a vacuum film to form a vacuum-closed forming tool, and then placed in an autoclave. Among them, the mold surface includes a large curvature range: R / t=400 / 8~0.43×(72×10 3 / 330) / 8, small curvature range: R / t=0.43×(74×10 3 / 300) / 8~1200 / 8, middle curvature range: R / t=0.43×(72×10 3 / 330) / 8~0.43×(74×10 3 / 300) / 8. Provide a temperature of 190°C and a pressure of 8 Bar in the autoclave to make the slab fit the mold. At this time, the material at the large curvature parts at both ends of the ellipse reaches ...
Embodiment 3
[0026]The siding material is 7475 aluminum alloy, the length of the slab is 1200mm, and the width is 600mm. The thickness of the web is 2mm, and ribs with a height of 18mm and a thickness of 3mm are provided on one side of the web. The ribs have a rectangular cross-section and are distributed in a grid. There are 16 cells in total, and the size of each cell is 300mm×150mm. The target shape along the width direction of the siding has a single curvature radius of 750 mm, and adopts the T76 aging system. After solid solution at 470°C for 90 minutes and water quenching, the slab is fixed on the forming mold, covered with a vacuum film to form a vacuum-closed forming tool, and then placed in an autoclave. Among them, the mold radius is 650mm, which belongs to the middle curvature range: R / t=0.15×(70×10 3 / 380) / 20~0.15×(73×10 3 / 310) / 20. A temperature of 120° C. and a pressure of 5 Bar are provided in the autoclave to make the slab adhere to the mold, and at this time, partial p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com