Method for forming steel blade in one-time pressing mode
A press forming, steel blade technology, applied in the field of forming components of axial flow fans, can solve problems such as affecting work efficiency, time-consuming and laborious, easy to crack, etc., and achieve shortened processing technology and cycle, reasonable and reliable technology, and low cost Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
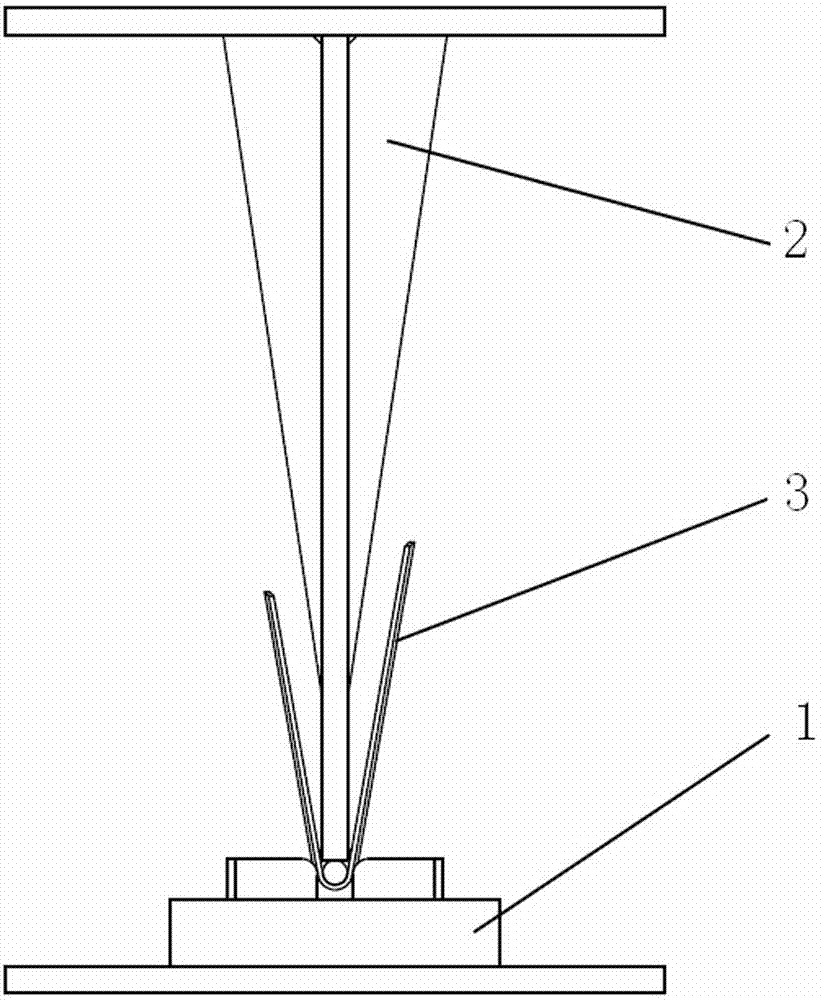
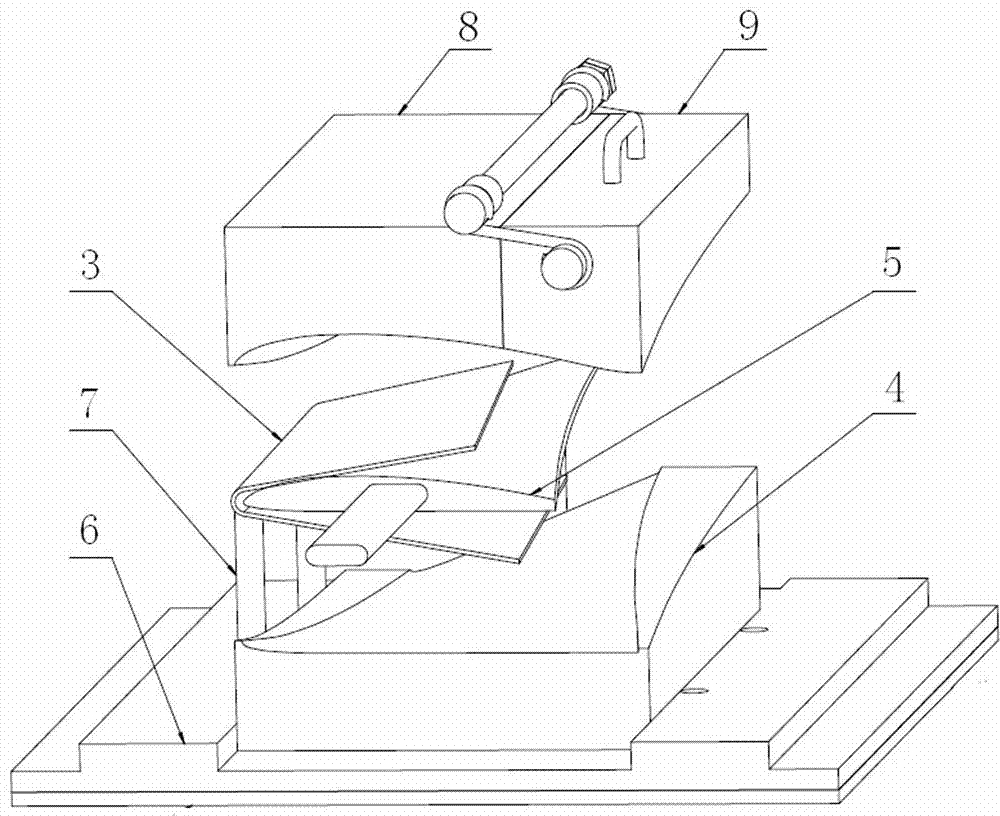
[0012] The one-time pressing and forming method of the steel blade adopts the following steps: a. Cut the steel plate according to the designed fan blade model and draw a positioning reference line; b. Align and fix the center line of the bending die 1 with the positioning reference line of the steel plate , the bending upper die 2 is pressed down, and pre-bending is carried out at room temperature until the steel plate is bent to 17-23 degrees; c, the curved steel plate 3 is heated in a temperature-controllable resistance furnace, and the temperature range is controlled at 650-850 ° C; d 1. Put the heated curved steel plate 3 into the forming lower die 4, and put the inner core 5 into the curved steel plate 3, the lower end of the forming lower die 4 is fixed with a lower die base 6, and the front end of the forming lower die 4 is fixed with a Locating pin 7; e, press down the front forming upper die 8 and the rear forming upper die 9 that are hinged to each other until the bl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com